Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 18/40 punktów (45,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Rysunek przedstawia wał napędowy

Konstrukcje nośne, takie jak mosty suwnic, wykonuje się w postaci belek blachownicowych lub kratownicowych przy użyciu metody
Obróbka skrawaniem, która polega na usuwaniu materiału za pomocą narzędzia zamocowanego na suwaku, poruszającego się w górę i w dół lub w poziomie w ruchu posuwisto-zwrotnym, nazywa się
Największy otwór, jaki można uzyskać przy użyciu wiertarki stołowej typu WS15 w stali to
Aby wykonać gwint metryczny wewnętrzny należy użyć gwintowników w kolejności

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką ilość cieczy przetłoczy pompa tłokowa w ciągu 3 godzin, jeśli jej teoretyczna wydajność wynosi 500 m3/h, a jej sprawność objętościowa to 80%?
Zadania związane z oczyszczaniem, smarowaniem, kontrolowaniem stanu technicznego oraz zabezpieczaniem eksploatacyjnym maszyn i urządzeń to
Rodzaj obróbki skrawaniem, w której narzędzie wykonuje ruch obrotowy oraz równocześnie prostoliniowy ruch posuwowy, to
Jakie pasowanie ma wpust 10N9/h9 w rowku?
Zawór w silniku spalinowym może być podatny na korozję.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaki stopowy dodatek, wprowadzony do stali w ilości przekraczającej 11%, chroni ją przed korozją?
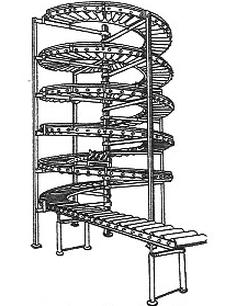
Na rysunku jest przedstawiony przenośnik
Gdy po weryfikacji poprawności montażu łożyska ślizgowego (przestrzeganiu odpowiednich luzów między łożyskiem a wałkiem) występuje zbyt duże nagrzewanie się łożyska, co powinno się sprawdzić?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Która podkładka nie chroni połączenia śrubowego przed luzowaniem?
W celu podziału obwodu przedmiotu obrabianego na sześć równych segmentów, konieczne jest użycie
Wiertło z częścią chwytową o kształcie stożka jest montowane na obrabiarkach przy użyciu
Przed malowaniem odnawianej osłony tokarki, co należy usunąć z jej powierzchni?
Aby wykonać czterokątne głowice śrub, materiał do obróbki powinien być zamocowany w
Podczas montażu prowadnic, które są przykręcane, należy w pierwszej kolejności
Zawór, który utrzymuje stałe ciśnienie na wyjściu, niezależnie od wahań ciśnienia wejściowego, nazywamy
Jakie jest dzienne zapotrzebowanie na arkusze blachy w zakładzie pracującym w systemie dwuzmianowym, w którym na każdą zmianę przypada 7 pracowników, jeżeli każdy z nich produkuje 20 elementów podczas zmiany, a jeden arkusz blachy wystarcza na 10 elementów?
Które łożysko przedstawiono na rysunku?

Jaką moc musi posiadać podnośnik, aby unieść samochód o masie 1 500 kg w ciągu 5 s na wysokość 1 m? (przyjmując g=10 m/s2)
Brak odpowiedzi na to pytanie.
Podczas instalacji urządzeń hydraulicznych nie można
Brak odpowiedzi na to pytanie.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Stal oznaczana symbolem ŁH15 to typ
Brak odpowiedzi na to pytanie.
Do kategorii przenośników bezcięgnowych można zakwalifikować przenośnik
Brak odpowiedzi na to pytanie.
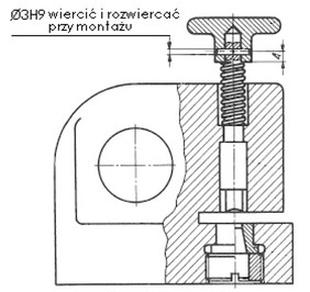
Montaż połączenia kołkowego w przedstawionym na rysunku dziurkaczu należy przeprowadzić według zasady
Brak odpowiedzi na to pytanie.
Czop wału, który był narażony na duży moment skręcający, wykazał znaczące zużycie. Aby go zregenerować, należy w pierwszej kolejności wykonać operację
Brak odpowiedzi na to pytanie.
Podczas eksploatacji tokarki, głównym niebezpieczeństwem dla tokarza są
Brak odpowiedzi na to pytanie.
Aby zweryfikować prawidłowość montażu koła pasowego na wałku (bicie osiowe), jakie narzędzie należy wykorzystać?
Brak odpowiedzi na to pytanie.
Wykorzystanie wielokrążka w systemie linowego podnoszenia dźwignicy pozwala na
Brak odpowiedzi na to pytanie.
Montaż napędu pasowego z wykorzystaniem kół pasowych na wałach najczęściej realizuje się przy pomocy połączeń
Brak odpowiedzi na to pytanie.
Przedstawione na zdjęciu narzędzie stosuje się do

Brak odpowiedzi na to pytanie.
Rodzajem montażu wykorzystywanym w produkcji jednostkowej oraz małoseryjnej jest montaż
Brak odpowiedzi na to pytanie.