Pytanie 1
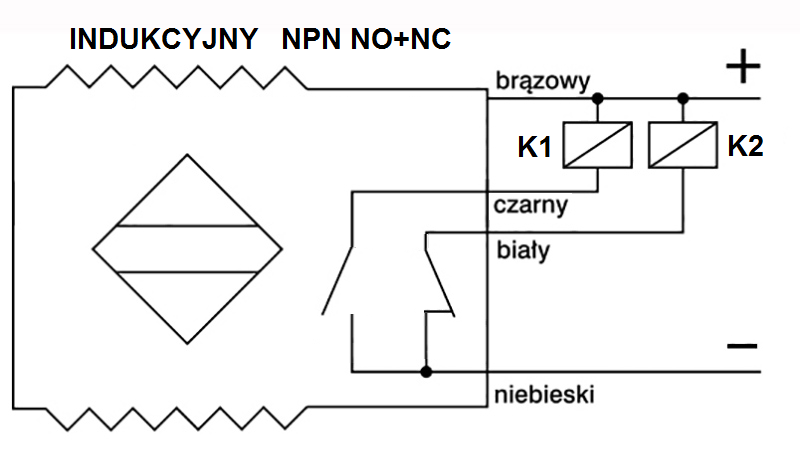
Czujnik indukcyjny zbliżeniowy był ustawiony w odległości 15 mm od zliczanych na taśmie elementów stalowych. O jaką minimalną odległość należy przybliżyć czujnik, aby skutecznie wykrywał elementy wykonane z miedzi?
| Rodzaj materiału | Strefa działania mm |
|---|---|
| Stal | 0 ÷ 16 |
| Chromomolibdelina | 0 ÷ 15 |
| Mosiądz | 0 ÷ 9 |
| Miedź | 0 ÷ 6 |
| Aluminium | 0 ÷ 8 |
A. 7 mm
B. 5 mm
C. 9 mm
D. 3 mm
Bardzo dobre rozumienie tematu! Jeśli chodzi o czujniki indukcyjne, wszystko tu opiera się na właściwościach materiałów i ich wpływie na pole elektromagnetyczne generowane przez czujnik. Stal jest materiałem ferromagnetycznym, przez co czujnik „widzi” ją z dużo większej odległości – stąd aż 16 mm w tabeli. Miedź natomiast jest paramagnetykiem, więc jej strefa wykrywania znacząco się zmniejsza – tutaj do 6 mm. Skoro wcześniej czujnik był ustawiony na 15 mm dla stali, a teraz chcemy przejść na miedź, to żeby uzyskać skuteczne wykrywanie, trzeba przybliżyć czujnik o co najmniej 9 mm (15 mm - 6 mm = 9 mm). To trochę mylące, bo niektórzy mogą pomyśleć, że wystarczy przybliżyć „trochę mniej”, ale praktyka pokazuje, że trzymanie się tych zakresów jest kluczowe – zwłaszcza, gdy liczy się niezawodność systemów automatyki na linii produkcyjnej. W branży często stosuje się zasadę, by dla nieżelaznych metali zawsze sprawdzić strefę działania w dokumentacji czujnika, bo różnice bywają naprawdę spore. Moim zdaniem, to jeden z typowych błędów początkujących, że nie doceniają, jak mocno materiał wpływa na „zasięg” czujnika. Warto pamiętać, że w praktyce zawsze trzeba jeszcze zostawić margines bezpieczeństwa – czujnik powinien być ustawiony nawet trochę bliżej niż maksymalna strefa działania, żeby uniknąć fałszywych braków sygnału przy np. zabrudzeniach czy drganiach taśmy. Suma summarum – wybierasz zawsze najdłuższą potrzebną drogę przybliżenia, żeby znaleźć się w bezpiecznej strefie wykrywania miedzi – i tu te 9 mm są jak najbardziej uzasadnione technicznie. Tak się właśnie projektuje niezawodne układy wykrywania.