Pytanie 1
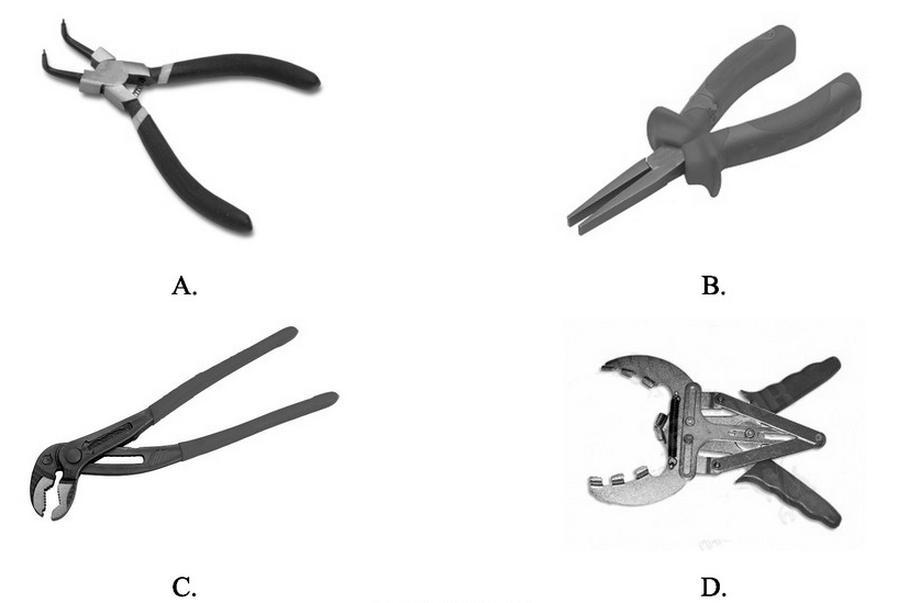
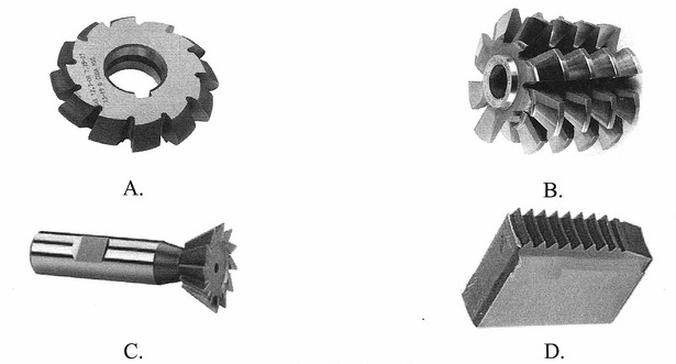
Narzędzie do wykonania uzębienia koła zębatego metodą kształtową przedstawia rysunek oznaczony literą
A. C.
B. B.
C. D.
D. A.
To narzędzie, które widzisz na rysunku i oznaczone literą A, to frez kształtowy. Jest naprawdę ważne, gdy chodzi o produkcję kół zębatych. W porównaniu do innych metod, ta pozwala bardzo dokładnie uformować zęby, dzięki specjalnemu profilowi narzędzia. Frezy kształtowe są używane w przemyśle, gdzie dokładność jest kluczowa. Na przykład, w mechanizmach precyzyjnych, każdy ząbek ma duże znaczenie dla działania całości. Warto pamiętać, że standardy, jak ISO 9001, mówią o tym, jak ważne są narzędzia o odpowiednich parametrach, żeby nasze elementy były nie tylko jakościowe, ale i trwałe. Dobrze zaprojektowane narzędzie może też pomóc obniżyć koszty produkcji, co sprawia, że frezy kształtowe są takim nieodłącznym elementem nowoczesnej inżynierii mechanicznej.