Pytanie 1
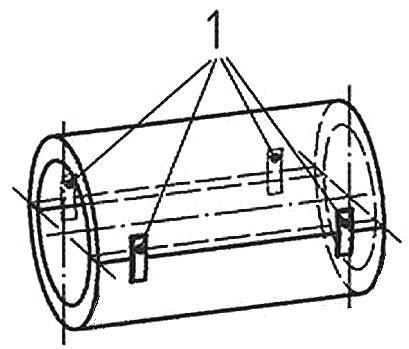
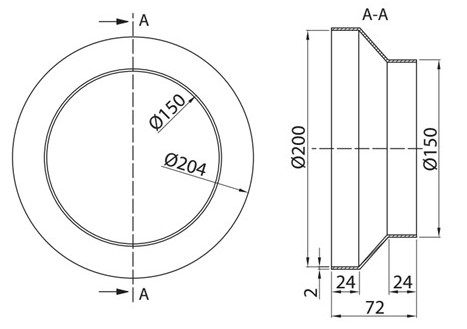
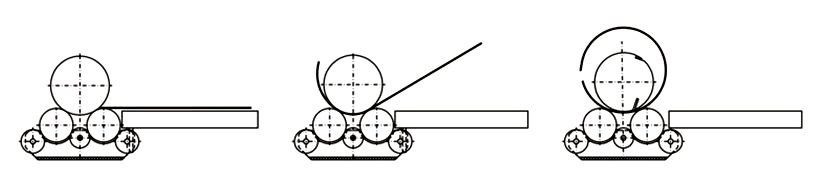
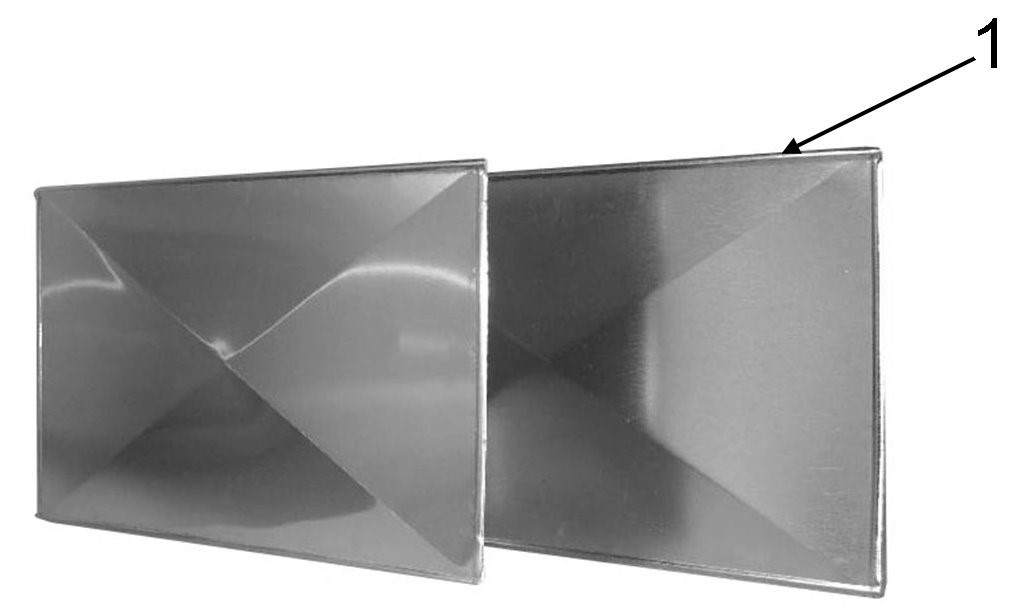
W miejscu oznaczonym cyfrą 1 po obwodzie blachy, która wykorzystana zostanie do wykonania płaszcza ochronnego, należy wykonać
A. skręcenie.
B. żłobienie.
C. rozszczepienie.
D. tłoczenie.
Żłobienie to taki zabieg, który w branży blacharskiej jest wręcz standardem przy wykańczaniu obwodu blachy przeznaczonej na płaszcz ochronny – czy to kanałów wentylacyjnych, czy izolacji technicznych, czy innych obudów. Dzięki żłobieniu krawędź staje się sztywniejsza, mniej podatna na odkształcenia i przede wszystkim bezpieczniejsza podczas dalszego montażu i eksploatacji. Sama krawędź żłobiona nie tylko poprawia wygląd elementu, ale też eliminuje ostre zakończenia, które mogłyby stanowić zagrożenie dla montażysty lub podczas serwisowania. Moim zdaniem trudno wyobrazić sobie płaszcz ochronny wykonany profesjonalnie bez żłobienia – to nie tylko kwestia estetyki, ale i solidności. W branży często powtarza się, że bez tego trudno mówić o trwałej i bezpiecznej konstrukcji. No i trzeba dodać, że według dobrych praktyk, żłobienie jest wręcz wymagane w wielu normach dotyczących instalacji wentylacyjnych czy izolacyjnych (np. wytyczne Polskiej Normy PN-EN 1505). Z mojego doświadczenia wynika, że dobrze wykonane żłobienie zdecydowanie przedłuża żywotność całej konstrukcji i ogranicza ryzyko uszkodzeń mechanicznych na etapie transportu oraz montażu. Warto też pamiętać, że narzędzia do żłobienia są powszechne i stosunkowo proste w obsłudze, dlatego to rozwiązanie jest i praktyczne i skuteczne.