Pytanie 1
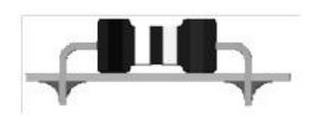
Które z wymienionych narzędzi należy zastosować podczas wymiany układu scalonego na płytce drukowanej, widocznej na zdjęciu?

A. Lutownicę i odsysacz.
B. Pęsetę i zaciskarkę.
C. Śrubokręt i szczypce.
D. Ucinaczki i pilnik.
Lutownica i odsysacz to kluczowe narzędzia w procesie wymiany układu scalonego na płytce drukowanej. Lutownica, jako narzędzie do podgrzewania cyny, pozwala na jej roztopienie, co jest niezbędne do skutecznego odłączenia układu od płytki. Odsysacz jest równie ważny, gdyż umożliwia usunięcie nadmiaru roztopionej cyny, co minimalizuje ryzyko uszkodzenia ścieżek przewodzących na płytce. Użycie tych narzędzi zgodnie z najlepszymi praktykami branżowymi zapewnia nie tylko efektywność, ale także bezpieczeństwo całego procesu. Na przykład, podczas pracy z płytkami PCB, ważne jest, aby unikać przegrzania komponentów, co może prowadzić do ich uszkodzenia lub zmniejszenia wydajności. Dobrze jest również używać odsysacza w celu precyzyjnego usunięcia cyny, co z kolei pozwala na łatwiejsze umiejscowienie nowego układu scalonego. Warto również zwrócić uwagę na to, że lutownica powinna być odpowiednio kalibrowana, a temperatura lutowania dostosowana do specyfiki używanej cyny.