Pytanie 1
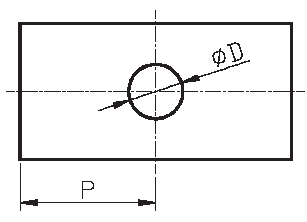
Przedstawiony na rysunku sprawdzian służy do kontroli wykonania

A. gwintów.
B. wałków.
C. kątów.
D. otworów.
Przedstawiony na rysunku sprawdzian szczękowy to zaawansowane narzędzie pomiarowe, które służy do precyzyjnej kontroli wymiarów wałków. Jest to kluczowy element w obróbce mechanicznej, gdzie dokładność wymiarowa jest niezbędna dla zapewnienia odpowiedniego funkcjonowania komponentów w maszynach i urządzeniach. Sprawdzian ten wyposażony jest w szczęki, które doskonale dopasowują się do kształtu wałka, umożliwiając dokładne pomiary jego średnicy. W praktyce, stosowanie sprawdzianu szczękowego pozwala na szybkie i efektywne weryfikowanie tolerancji wymiarowych, co jest szczególnie istotne w branżach takich jak motoryzacja, lotnictwo czy przemysł maszynowy, gdzie precyzja jest kluczowa. Zgodnie z normami ISO, stosowanie odpowiednich narzędzi pomiarowych, takich jak sprawdziany szczękowe, jest zalecane w celu zapewnienia jakości produkcji oraz zgodności z wymaganiami technicznymi. Właściwe użycie tego narzędzia może znacząco wpłynąć na wydajność procesu produkcyjnego oraz jakość finalnych produktów.