Pytanie 1
Rysunek przedstawia zastosowanie czujnika zegarowego podczas pomiaru
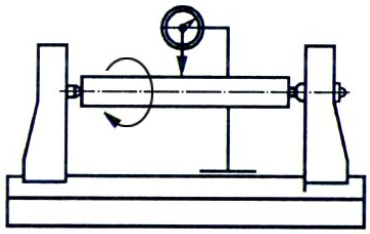
A. bicia promieniowego wałka.
B. wartości chropowatości powierzchni wałka.
C. średnicy wałka.
D. kierunku chropowatości powierzchni wałka.
Czujnik zegarowy jest kluczowym narzędziem w precyzyjnych pomiarach inżynieryjnych, a jego zastosowanie do pomiaru bicia promieniowego wałka jest szczególnie istotne w zapewnieniu jakości komponentów mechanicznych. Pomiar ten polega na monitorowaniu odchyleń od idealnej okrągłości, co jest krytyczne w aplikacjach, gdzie precyzyjne dopasowanie elementów jest niezbędne dla prawidłowego funkcjonowania maszyn. Zastosowanie czujnika zegarowego w tym kontekście polega na umiejscowieniu go tak, aby jego wskazówka rejestrowała zmiany w promieniu podczas obrotu wałka. W praktyce, w przemyśle motoryzacyjnym lub lotniczym, takie pomiary pomagają w weryfikacji jakości wałów napędowych, które muszą spełniać określone normy dotyczące bicia. Standardy takie jak ISO 1101 definiują wymagania dotyczące tolerancji geometrycznych, w tym bicia, co sprawia, że użycie czujnika zegarowego staje się nie tylko praktyczne, ale również zgodne z najlepszymi praktykami branżowymi.