Pytanie 1
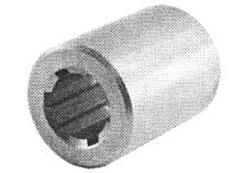
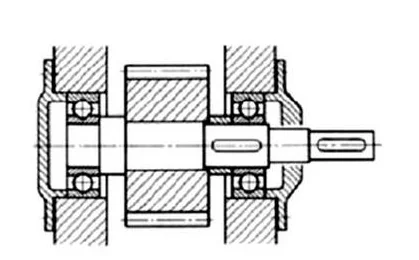
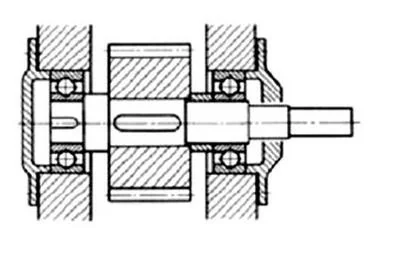
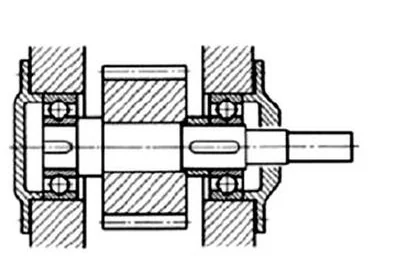
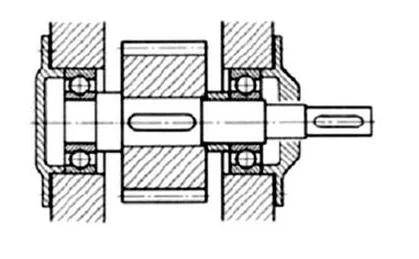
Otwór w części przedstawionej na zdjęciu, w warunkach produkcji seryjnej, należy wykonać na

A. przeciągarce.
B. pilnikarce.
C. frezarce pionowej.
D. dłutownicy.
Odpowiedź "przeciągarce" jest poprawna, ponieważ otwór o kształcie wielowypustu, który widoczny jest na zdjęciu, wymaga precyzyjnej obróbki, co czyni przeciągarkę idealnym narzędziem do jego wykonania. Przeciągarki są specjalistycznymi maszynami, które zapewniają wysoką jakość i dokładność przy produkcji seryjnej. Dzięki zastosowaniu narzędzi skrawających w ruchu posuwowym, przeciągarki mogą uzyskiwać złożone profile otworów, co jest niezbędne w wielu branżach, w tym w motoryzacji czy lotnictwie. W produkcji przemysłowej otwory o skomplikowanych kształtach są kluczowe dla zapewnienia odpowiedniego dopasowania elementów mechanicznych, a użycie przeciągarki pozwala na osiągnięcie wymagań dotyczących tolerancji wymiarowych i jakości powierzchni. Zgodnie z najlepszymi praktykami w obróbce skrawaniem, użycie przeciągarki dla takich zadań jest zgodne z normami ISO i zaleceniami technicznymi, co potwierdza jej przewagę nad innymi metodami obróbczy.