Pytanie 1
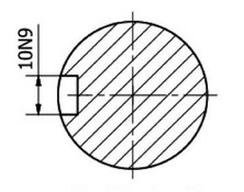
Przedstawiony symbol graficzny jest oznaczeniem tolerancji

A. współosiowości.
B. symetrii.
C. walcowości.
D. bicia promieniowego.
Odpowiedzi "bicia promieniowego", "walcowości" oraz "symetrii" są nieprawidłowe, ponieważ każda z tych koncepcji odnosi się do odmiennych aspektów tolerancji i wymagań projektowych. Bicie promieniowe dotyczy różnicy między promieniem elementu a jego rzeczywistym wymiarem, co jest istotne w kontekście oceny prawidłowości formy geometrycznej. Wspomniana tolerancja jest kluczowa w takich zastosowaniach jak produkcja osi, gdzie małe odchylenia mogą prowadzić do poważnych problemów z działaniem mechanizmu. Z kolei walcowość odnosi się do tego, w jakim stopniu element walcowy zachowuje równomierność swojego kształtu na długości, co jest ważne w kontekście elementów takich jak tuleje czy wały napędowe. Tolerancje walcowości pomagają zminimalizować tarcie i zużycie, co jest kluczowe w wielu zastosowaniach inżynieryjnych. Natomiast symetria związana jest z równomiernym rozmieszczeniem elementów względem osi centralnej, co jest istotne w przypadku konstrukcji, które muszą być estetyczne oraz funkcjonalne. Błędy w ocenie tych pojęć mogą prowadzić do niewłaściwego zaprojektowania komponentów, co wpływa na ich wydajność i trwałość. Warto zatem zwrócić szczególną uwagę na znaczenie i zastosowanie konkretnych typów tolerancji w rysunku technicznym.