Pytanie 1
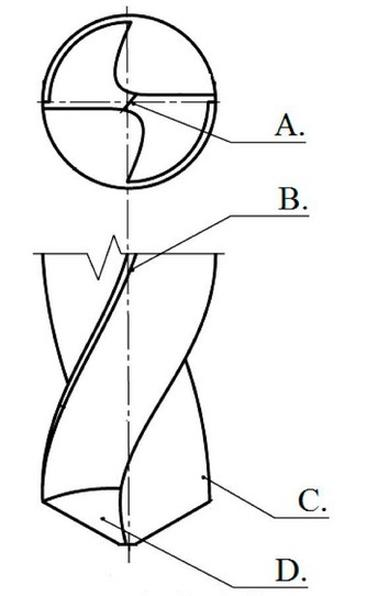
Rysunek przedstawia część roboczą wiertła krętego. Ścin oznaczony jest literą
A. D.
B. A.
C. B.
D. C.
Odpowiedzi B, C i D są niepoprawne, ponieważ nie identyfikują właściwego elementu wiertła krętego, jakim jest ścin. Wiertło kręte składa się z kilku istotnych części, z których każda pełni określoną rolę w procesie wiercenia. Odpowiedź B może sugerować, że chodzi o spiralne zwoje wiertła, które są odpowiedzialne za transport wiórów, jednakże nie pełnią one funkcji usuwania materiału jak ścin. Błędna interpretacja ich funkcji prowadzi do mylnego wniosku, że to one odpowiadają za efektywność wiercenia. Odpowiedź C mogłaby odnosić się do korpusu wiertła, który jest zasadniczą częścią narzędzia, ale nie ma bezpośredniego wpływu na proces usuwania materiału. Użytkownicy mogą mylić korpus z odpowiedzialnością za wiercenie, co jest typowym błędem. Odpowiedź D może mylnie wskazywać na inne elementy, takie jak końcówka wiertła, co również nie odnosi się do funkcji ścinu. Kluczowym aspektem szkoleń technicznych jest zrozumienie, że każdy element wiertła ma swoją specyfikę, a ich poprawna identyfikacja jest niezbędna dla efektywności pracy. Niezrozumienie tej struktury i funkcji prowadzi do obniżenia wydajności oraz jakości wykonywanych prac, co jest niezgodne z najlepszymi praktykami w branży.