Pytanie 1
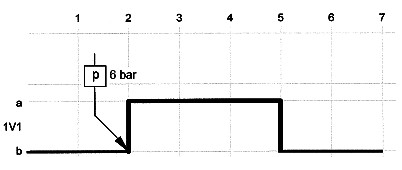
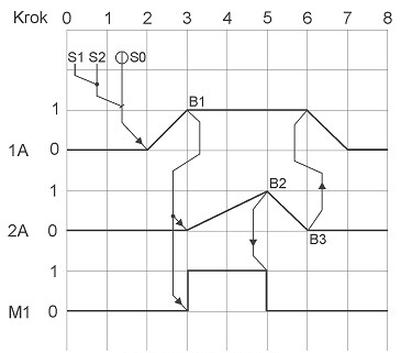
Wsuwanie siłownika 1A rozpoczyna się po zadziałaniu czujnika
A. B3
B. B2
C. B1
D. S1
Wsuwanie siłownika 1A rozpoczyna się po zadziałaniu czujnika B3, co jest kluczowym elementem w sekwencji działania mechanizmu. Analizując schemat sekwencyjny, można zauważyć, że w kroku 6, gdzie następuje wsuwanie siłownika, czujnik B3 odgrywa rolę sygnalizacyjną, która uruchamia ten proces. W praktycznych aplikacjach automatyzacji, właściwe zrozumienie działania czujników oraz ich interakcji z aktorami, takimi jak siłowniki, jest istotne dla zapewnienia efektywności i bezpieczeństwa systemów. Czujniki są tak zaprojektowane, aby monitorować pewne stany w systemie i w odpowiednim momencie inicjować konkretne działania. W branżowych standardach automatyki, takich jak IEC 61131, definiuje się metody pracy z sekwencjami, co może być pomocne w zrozumieniu tego procesu. Wiedza na temat tych interakcji pozwala na projektowanie bardziej niezawodnych i efektywnych systemów automatyzacji, co jest kluczowe w przemyśle produkcyjnym oraz w zastosowaniach robotyki.