Pytanie 1
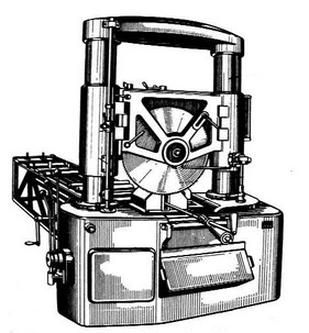
Przedstawionym na rysunku oprzyrządowaniemdo mocowania przedmiotów obrabianych jest

A. tarcza tokarska.
B. uchwyt rewolwerowy.
C. uchwyt samocentrujący.
D. trzpień tokarski.
Uchwyty samocentrujące to kluczowe elementy wyposażenia tokarek, umożliwiające precyzyjne mocowanie przedmiotów obrabianych. Na przedstawionym zdjęciu widoczny jest uchwyt, który dzięki swojej charakterystycznej budowie, z ruchomymi szczękami, automatycznie centrować obrabiany przedmiot. Tego rodzaju uchwyty są projektowane z myślą o zapewnieniu największej dokładności przy obróbce, co jest niezwykle istotne w przemyśle mechanicznym. W praktyce, uchwyty samocentrujące są szeroko stosowane w produkcji detali, gdzie wymagana jest wysoka powtarzalność i precyzja, na przykład w branży motoryzacyjnej czy lotniczej. Dzięki symetrycznemu ruchowi szczęk, możliwe jest szybkie i efektywne mocowanie różnorodnych kształtów, co obniża czas przestoju maszyny. Warto również zauważyć, że stosowanie uchwytów samocentrujących jest zgodne z najlepszymi praktykami branżowymi, które rekomendują ich wykorzystanie w przypadku obróbki detali o dużej precyzji.