Pytanie 1
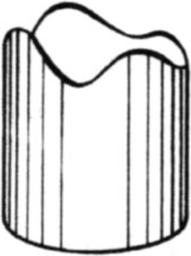
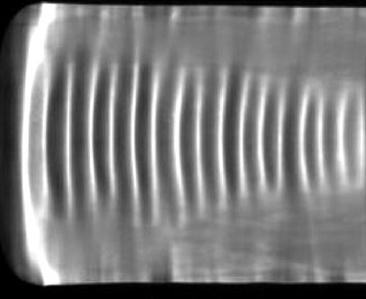
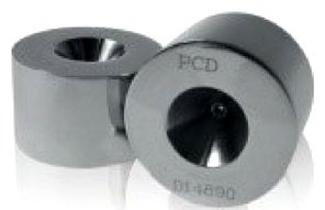
Na rysunkach przedstawiono następujące po sobie etapy procesu

A. wytwarzania obręczy.
B. kucia swobodnego wału.
C. wytwarzanie rury bez szwu.
D. walcowania koła zębatego.
Wybór odpowiedzi związanej z kuciem swobodnym wału wskazuje na nieporozumienie dotyczące procesów obróbczych metalu. Kucie swobodne, w przeciwieństwie do wytwarzania obręczy, polega na formowaniu metalu poprzez uderzenie przy użyciu młotów lub innych narzędzi, co skutkuje innym rodzajem struktury i właściwości materiału. Temat walcowania koła zębatego również nie ma związku z przedstawionymi rysunkami, ponieważ proces walcowania dotyczy formowania metalu przez jego przejście przez zestaw walców, co w tym przypadku nie jest adekwatne. Z kolei wytwarzanie rury bez szwu obejmuje procesy takie jak ciągnienie lub walcowanie, które są zupełnie innymi technikami od procesu wytwarzania obręczy. Błędem jest też mylenie etapu formowania obręczy z innymi technologiami, co może wynikać z braku znajomości specyfiki procesów metalurgicznych. Warto zrozumieć, że każdy proces obróbczy ma swoje wyraźne cechy, które determinują zastosowanie specyficznych metod oraz narzędzi, a poprawne przyporządkowanie procesów jest kluczowe dla uzyskania właściwych właściwości mechanicznych i trwałości produktów.