Pytanie 1
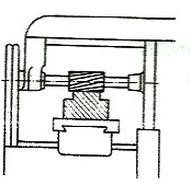
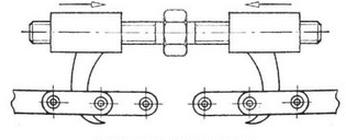
Przedstawiony na rysunku przyrząd stosuje się do
A. ściągania sprężyn.
B. pomiaru wytrzymałości nitów.
C. montażu łańcucha.
D. zgrzewania elektrooporowego.
Przedstawiony na rysunku przyrząd to zaciskarka do łańcuchów, która jest kluczowym narzędziem w procesie montażu ogniw łańcucha. Dzięki zastosowaniu tego przyrządu możliwe jest precyzyjne łączenie elementów łańcucha, co zapewnia trwałość i niezawodność w jego działaniu. W branży mechanicznej i budowlanej, zaciskarki do łańcuchów stosowane są szeroko w różnych zastosowaniach, takich jak mechanizmy przenoszenia napędu, wciągarki czy urządzenia transportowe. Wysoka jakość wykonania oraz odpowiednia technologia produkcji tych narzędzi są zgodne z obowiązującymi standardami, co przekłada się na ich efektywność i bezpieczeństwo użytkowania. Dobrze dobrany przyrząd do montażu łańcucha może znacznie wpłynąć na efektywność pracy oraz na długość eksploatacji urządzeń. Zastosowanie zaciskarek poprawia również bezpieczeństwo, eliminując ryzyko uszkodzenia ogniw w trakcie ich połączenia, co jest istotne w kontekście norm jakościowych w przemyśle.