Pytanie 1
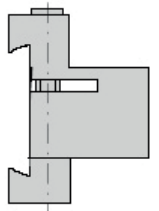
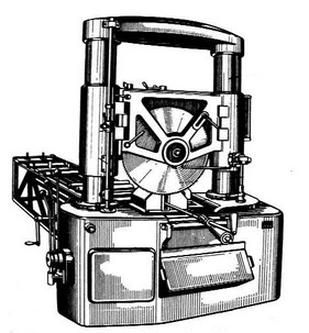
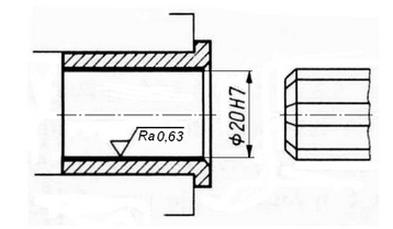
Proces obróbki szybkozłączki pokazanej na zdjęciu nie wymaga wykonania operacji

A. dłutowania.
B. frezowania.
C. wiercenia.
D. radełkowania.
Dłutowanie to proces obróbczy, który polega na usuwaniu materiału z powierzchni przedmiotu za pomocą dłuta. Ta operacja jest najczęściej stosowana do tworzenia nieregularnych kształtów, co w przypadku szybkozłączki nie jest wymagane. Szybkozłączka, jak widoczne na zdjęciu, ma regularną geometrię, która może być z powodzeniem obrabiana na tokarkach lub frezarkach. Frezowanie zaś polega na usuwaniu materiału z powierzchni przy użyciu narzędzi obrotowych, co jest odpowiednie dla uzyskiwania płaskich i kształtowych powierzchni. Wiercenie natomiast jest niezbędne, gdy wymagane są otwory o określonej średnicy, co również może być częścią procesu produkcyjnego szybkozłączek. Radełkowanie, choć mniej powszechne, może być stosowane do nadania gwintów lub kształtów, które usprawniają połączenia. Skoro szybkozłączka ma wystarczająco regularne kształty, nie ma potrzeby stosowania dłutowania.