Pytanie 1
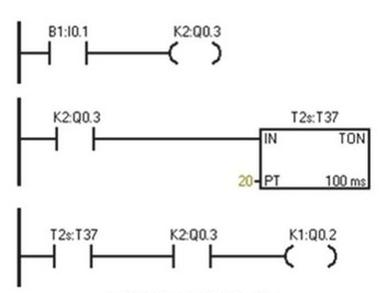
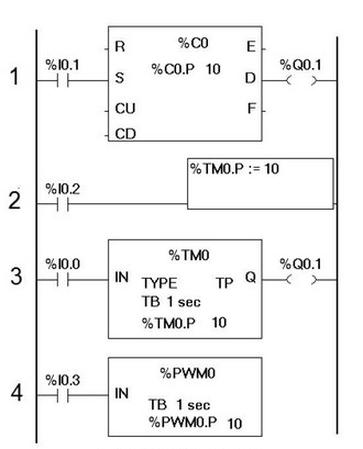
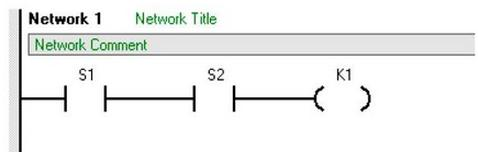
Który sposób adresowania zmiennych zastosowano w przedstawionym fragmencie programu?
A. Symboliczny.
B. Bajtowo-bitowy.
C. Absolutny.
D. Bitowo-bajtowy.
Adresowanie symboliczne jest kluczowym aspektem w programowaniu, zwłaszcza w kontekście systemów automatyki i sterowania. W przedstawionym fragmencie programu mamy do czynienia z oznaczeniami S1, S2 oraz K1, które są logicznymi nazwami dla elementów programu, takich jak styki i cewki. Zastosowanie adresowania symbolicznego pozwala programiście na łatwiejsze zarządzanie kodem, ponieważ zamiast trudnych do zapamiętania adresów sprzętowych, używa on opisowych nazw. Daje to nie tylko lepszą czytelność, ale także ułatwia późniejsze modyfikacje i debugowanie programu. W praktyce, programy pisane z użyciem adresowania symbolicznego są bardziej zrozumiałe dla zespołów projektowych i mogą być łatwiej przenoszone między różnymi platformami. Przykładem dobrych praktyk w branży jest stosowanie konwencji nazewnictwa, które jasno wskazują na funkcjonalność elementów, co znacznie zwiększa efektywność pracy zespołowej. Warto zaznaczyć, że adresowanie symboliczne jest również zgodne z zasadami programowania strukturalnego, które zalecają minimalizację złożoności i zwiększenie modularności kodu.