Pytanie 1
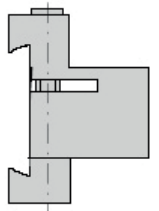
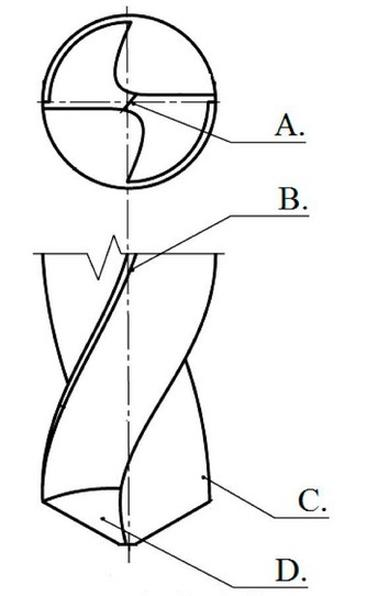
Technologiczna kolejność zabiegów prowadzących do wykonania tulei przedstawionej na rysunku je następująca:

A. toczenie wzdłużne, toczenie poprzeczne, nawiercanie, powiercanie.
B. toczenie poprzeczne, toczenie wzdłużne, nawiercanie, wiercenie.
C. toczenie poprzeczne, toczenie wzdłużne, nawiercanie, rozwiercanie.
D. toczenie poprzeczne, toczenie wzdłużne, nawiercanie, wytaczanie.
Poprawna odpowiedź to toczenie poprzeczne, toczenie wzdłużne, nawiercanie, wiercenie. Kolejność tych zabiegów jest kluczowa dla uzyskania wymaganego kształtu i właściwości technicznych tulei. Toczenie poprzeczne jako pierwszy etap pozwala na precyzyjne uformowanie średnicy zewnętrznej elementu, co jest niezwykle istotne w kontekście dalszych obróbek. Następnie toczenie wzdłużne pozwala na osiągnięcie odpowiedniej długości oraz kształtu tulei, co jest kluczowe dla jej funkcji w późniejszych zastosowaniach. Po tych procesach, nawiercanie wykonuje się w celu wstępnego przygotowania otworu, a następnie wiercenie pozwala na uzyskanie ostatecznej średnicy i jakości powierzchni. Tego rodzaju sekwencja jest zgodna z najlepszymi praktykami w obróbce skrawaniem, co zapewnia nie tylko efektywność produkcji, ale także wysoką jakość finalnego produktu, spełniającego normy branżowe dla wytrzymałości i precyzji.