Pytanie 1
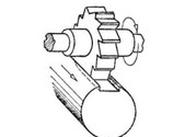
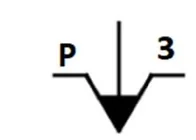
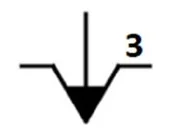
Na rysunku ostrza noża tokarskiego strzałką oznaczono
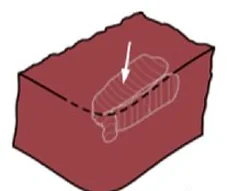
A. stępienie głównej krawędzi skrawającej.
B. wykruszenie krawędzi skrawającej ostrza.
C. zużycie głównej powierzchni przyłożenia ostrza.
D. żłobek na powierzchni natarcia.
Odpowiedź "żłobek na powierzchni natarcia" jest prawidłowa, ponieważ strzałka na rysunku wskazuje na charakterystyczne zagłębienie znajdujące się na ostrzu noża tokarskiego. Żłobek ten jest istotnym elementem konstrukcyjnym, który ma na celu poprawienie procesu skrawania. Jego obecność wpływa na zmniejszenie tarcia pomiędzy ostrzem a obrabianym materiałem, co z kolei prowadzi do wydajniejszej obróbki i dłuższej żywotności narzędzia. W zastosowaniach przemysłowych, odpowiedni kształt i umiejscowienie żłobka mogą znacząco zwiększyć efektywność skrawania, co jest zgodne z najlepszymi praktykami w zakresie projektowania narzędzi skrawających. Na przykład, w przypadku obróbki metali żłobki mogą być zoptymalizowane w taki sposób, aby poprawić odprowadzanie wiórów oraz chłodzenie ostrza. Zrozumienie roli żłobka na powierzchni natarcia jest kluczowe dla inżynierów i technologów, którzy projektują narzędzia skrawające, aby zapewnić ich skuteczność i niezawodność w operacjach skrawania.