Pytanie 1
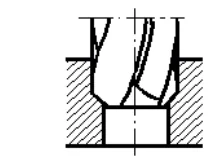
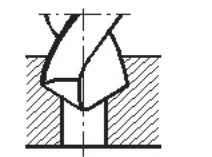
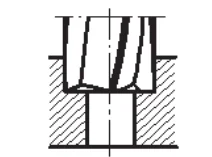
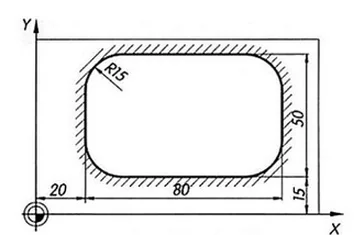
Określ kolejność zabiegów obróbkowych do wykonania części pokazanej na rysunku.
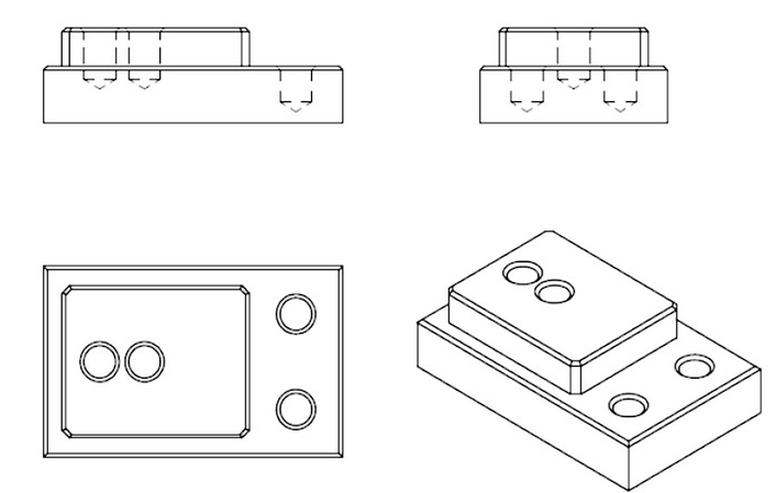
A. Frezowanie konturu, wiercenie, fazowanie, planowanie.
B. Planowanie, frezowanie konturu, wiercenie, fazowanie.
C. Wiercenie, frezowanie konturu, planowanie, fazowanie.
D. Planowanie, frezowanie konturu, fazowanie, wiercenie.
Kolejność zabiegów obróbkowych wskazana w poprawnej odpowiedzi, czyli planowanie, frezowanie konturu, wiercenie i fazowanie, jest zgodna z uznawanymi standardami w obróbce mechanicznej. Rozpoczęcie procesu od planowania jest kluczowe, ponieważ pozwala uzyskać stabilną i płaską powierzchnię odniesienia dla następnych operacji, co jest istotne dla precyzyjnych wymiarów finalnego produktu. Następnie, frezowanie konturu daje pożądany kształt części, co w wielu przypadkach jest niezbędne do spełnienia wymagań konstrukcyjnych. Po frezowaniu konturu, wiercenie otworów jest wykonane, aby zapewnić miejsca na elementy mocujące lub inne funkcje, co również wpływa na funkcjonalność części. Ostatnim krokiem jest fazowanie, które usuwa ostre krawędzie, co jest istotne dla bezpieczeństwa oraz estetyki produktu. Przykładami zastosowania tej kolejności mogą być elementy maszyn, w których precyzyjne dopasowanie otworów oraz wykończenie krawędzi są kluczowe dla ich działania. Taka metodologia obróbcza jest szeroko stosowana w branży inżynieryjnej oraz produkcyjnej, co czyni ją niezbędną wiedzą dla inżynierów i techników.