Pytanie 1
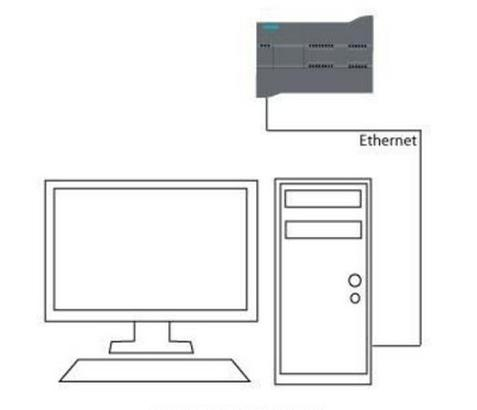
Jakie polecenie w środowisku programowania sterowników PLC pozwala na przesłanie programu z urządzenia do komputera?
A. Chart Status
B. Single Read
C. Upload
D. Download
Polecenie Upload jest kluczowym elementem pracy z programowalnymi sterownikami logicznymi (PLC) i pozwala na przesyłanie programu z urządzenia do komputera. Dzięki temu inżynierowie mają możliwość archiwizacji, analizy i modyfikacji programów, co jest niezbędne w kontekście efektywnego zarządzania systemami automatyki. Przykładowo, w przypadku konieczności aktualizacji programu, operator może przesłać aktualną wersję na komputer, aby zachować wszelkie wprowadzone zmiany w bezpiecznym miejscu. Również w sytuacjach awaryjnych, gdy nastąpią nieprawidłowości w działaniu maszyny, przesyłanie programu może umożliwić szybszą diagnozę problemu. Zgodnie z dobrymi praktykami branżowymi, regularne wykonywanie operacji Upload jest niezbędne do zapewnienia bezpieczeństwa i niezawodności systemów automatyki, umożliwiając powrót do stabilnych wersji oprogramowania oraz umożliwiając zespołom inżynierskim analizowanie rozwoju projektu.