Pytanie 1
Mikrostruktura żeliwa sferoidalnego została pokazana na ilustracji
A. B.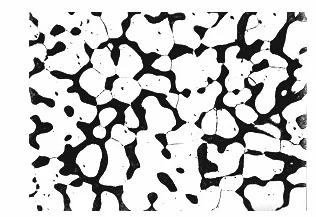
B. A.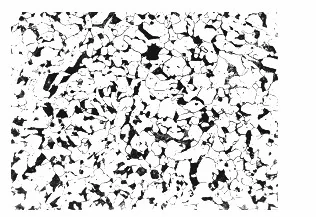
C. D.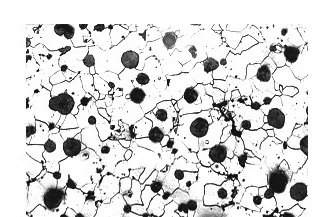
D. C.
Analizując inne ilustracje, które nie przedstawiają żeliwa sferoidalnego, można zauważyć różne błędne koncepcje. Na przykład, ilustracje mogą pokazywać żeliwo szare, które charakteryzuje się lamelarnymi wydzieleniami grafitu. Tego rodzaju mikrostruktura wpływa na właściwości mechaniczne materiału w sposób zupełnie różny, co powoduje, że żeliwo szare nie jest odpowiednie do zastosowań wymagających dużej odporności na uderzenia. Użytkownicy mogą mylnie zakładać, że wszystkie formy grafitu w żeliwie mają podobne właściwości, co prowadzi do błędnych wniosków o ich zastosowaniach. Ważne jest, aby zrozumieć, że różnice w mikrostrukturze przekładają się na różnorodne zachowania mechaniczne, a wybór niewłaściwego typu żeliwa może skutkować awarią w zastosowaniach inżynieryjnych. Problemy te mogą być szczególnie widoczne w przemyśle motoryzacyjnym, gdzie elementy muszą spełniać rygorystyczne normy jakościowe. Analizując rzekome właściwości przedstawione w innych ilustracjach, można zauważyć, że niektóre z nich mogą prezentować również inne formy stali, które nie mają nic wspólnego z żeliwem sferoidalnym. W efekcie, niezrozumienie różnic w mikrostrukturze może prowadzić do niewłaściwego doboru materiałów, co może generować ogromne straty finansowe oraz zagrożenie dla bezpieczeństwa w zastosowaniach przemysłowych.