Pytanie 1
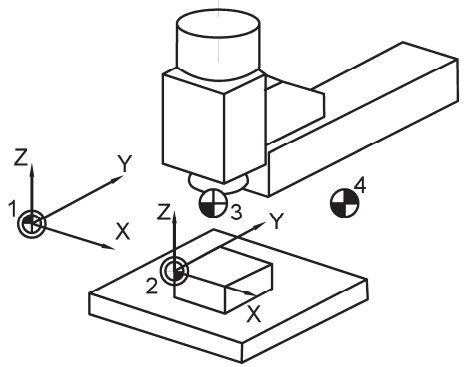
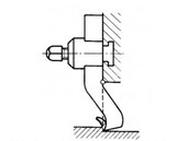
Na rysunku frezarki CNC - punkt odniesienia narzędzia oznaczono literą

A. C.
B. B.
C. D.
D. A.
Na rysunku frezarki CNC punkt odniesienia narzędzia oznaczony literą 'C' jest kluczowym elementem w procesie obróbczy. Punkt odniesienia narzędzia to miejsce, które maszyna używa jako punkt wyjściowy do określenia pozycji narzędzia w przestrzeni roboczej. Umożliwia to precyzyjne ustawienie narzędzia w stosunku do obrabianego materiału, co jest niezbędne dla uzyskania wysokiej jakości obrabianych elementów. W praktyce, dla frezarek CNC, poprawne zdefiniowanie punktu odniesienia narzędzia wpływa na dokładność i powtarzalność w produkcji. Na przykład, w przypadku obróbki skomplikowanych kształtów, takich jak formy czy detale mechaniczne, precyzyjne pozycjonowanie narzędzia w odniesieniu do punktu odniesienia jest kluczowe, aby uniknąć błędów i strat materiałowych. W standardach branżowych, takich jak ISO 14649, podkreśla się znaczenie dokładnego ustalania punktów odniesienia, co pozwala na zoptymalizowanie procesów produkcyjnych i zwiększenie efektywności.