Pytanie 1
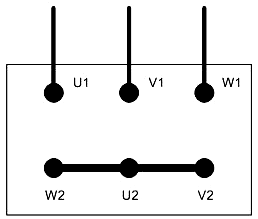
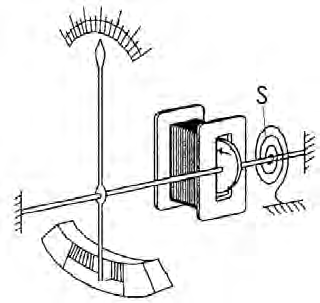
Na schemacie przedstawiono budowę ustroju i symbol graficzny miernika
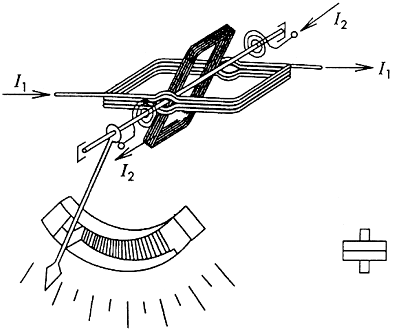
A. magnetoelektrycznego.
B. indukcyjnego.
C. elektrodynamicznego.
D. elektromagnetycznego.
Miernik elektrodynamiczny to naprawdę ciekawe rozwiązanie, które stosuje się głównie do pomiaru wartości prądu i napięcia przemiennego, ale także stałego. Jego główna zasada działania opiera się na wzajemnym oddziaływaniu dwóch uzwojeń – jednego nieruchomego (stałego) i drugiego ruchomego (zamocowanego na ramce z igłą pomiarową). Oba uzwojenia są umieszczone w taki sposób, że przepływający przez nie prąd wytwarza pole magnetyczne, które generuje siłę napędzającą wskazówkę na podziałce. To, co wyróżnia mierniki elektrodynamiczne, to bardzo dobra dokładność i możliwość pracy z prądem przemiennym, czego nie dają np. magnetoelektryczne (te są tylko do prądu stałego). Moim zdaniem, warto znać ten rodzaj mierników, bo są one podstawą w profesjonalnych laboratoriach pomiarowych i stosuje się je jako tzw. wzorce do kalibracji innych przyrządów. Warto też zwrócić uwagę na symbol graficzny – dwie równoległe linie, często z kropkami lub krótkimi odcinkami, które odróżniają go od innych symboli. W praktyce spotkasz je wszędzie tam, gdzie liczy się precyzja oraz uniwersalność, np. w energetyce, serwisach sprzętu czy szkołach technicznych, podczas zajęć z podstaw pomiarów elektrycznych. W branży istnieje przekonanie, że jeśli zależy Ci na wiarygodnych wynikach – to właśnie elektrodynamiczny jest jedną z najlepszych opcji. Dobrze znać jego budowę i zasadę działania, bo na egzaminach i w praktyce to często kluczowy temat.