Pytanie 1
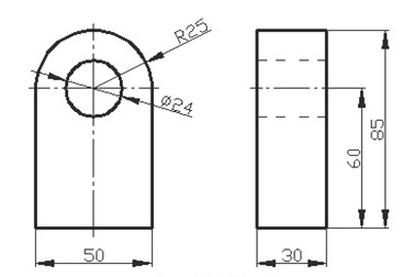
Który z rysunków zawiera wszystkie dane konieczne do wykonania elementu?
A. Złożeniowy
B. Zestawieniowy
C. Wykonawczy
D. Montażowy
Rysunek wykonawczy jest kluczowym dokumentem w procesie produkcji i obróbki części. Zawiera on szczegółowe informacje na temat wymiarów, tolerancji, materiałów oraz sposobu obróbki, co jest niezbędne dla wykonawcy. Przykładem zastosowania rysunku wykonawczego jest jego wykorzystanie w produkcji detali w przemyśle maszynowym, gdzie precyzja odgrywa kluczową rolę. Standardy, takie jak ISO 1101, określają zasady dotyczące wymiarowania i tolerancji, co czyni rysunki wykonawcze zgodnymi z międzynarodowymi normami. Rysunki te są podstawą do oceny jakości wykonania części, ponieważ zawierają wszelkie instrukcje potrzebne do prawidłowego wytworzenia, co zapewnia zgodność z wymaganiami projektowymi oraz funkcjonalnymi. Praca z rysunkami wykonawczymi pozwala na zminimalizowanie błędów produkcyjnych, co w efekcie przekłada się na oszczędność czasu i kosztów w długoterminowej perspektywie.