Pytanie 1
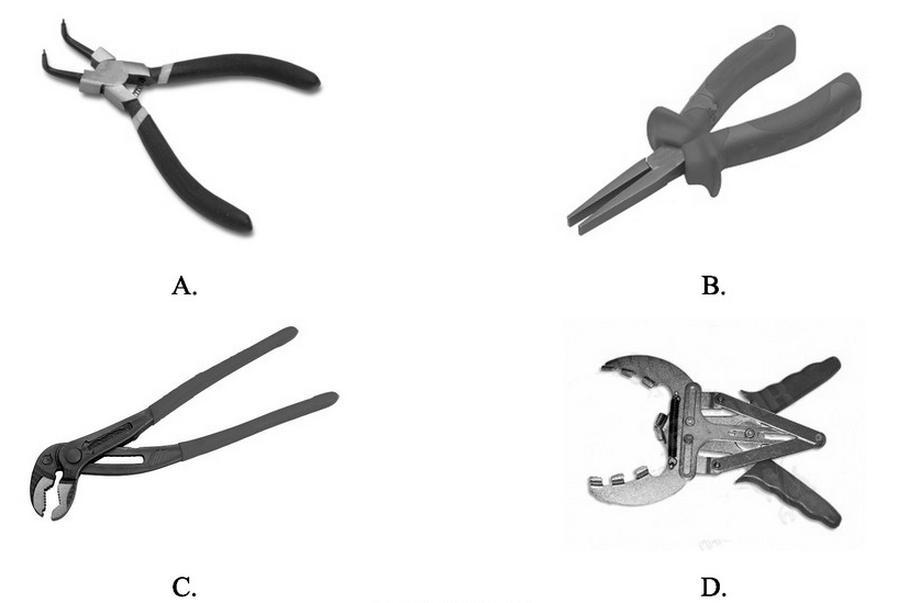
Narzędzie skrawające oznaczone na rysunku literą d, to rozwiertak
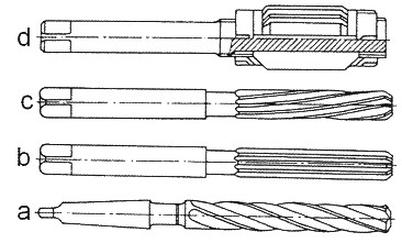
A. maszynowy.
B. nastawny.
C. wykańczak.
D. zdzierak.
Wielu użytkowników może mylnie przypuszczać, że rozwiertak to pojęcie zarezerwowane wyłącznie dla narzędzi o prostych, stałych średnicach. Odpowiedzi takie jak "zdzierak" czy "wykańczak" są często mylone z rozwiertakiem przez osoby niewystarczająco zaznajomione z terminologią narzędzi skrawających. Zdzierak, na przykład, jest narzędziem służącym do usuwania większych ilości materiału w procesie obróbczej, ale nie ma możliwości regulacji średnicy narzędzia, co odróżnia go od rozwiertaka nastawnego, który jest używany głównie do precyzyjnych operacji. Wykańczak natomiast skupia się na osiągnięciu ostatecznych tolerancji i gładkości powierzchni, ale także nie dysponuje regulacją średnicy. Odpowiedź "maszynowy" jest zbyt ogólna i nie określa, o jaki typ narzędzia chodzi. Te nieporozumienia mogą wynikać z braku zrozumienia specyfiki narzędzi skrawających oraz ich zastosowań. W procesach obróbczych kluczowe jest stosowanie odpowiednich narzędzi do konkretnego zadania, a mylenie terminologii prowadzi do błędnych wyborów, co w dłuższym czasie może skutkować nieefektywnością oraz zwiększonymi kosztami produkcji. Warto zatem zapoznać się z detalami każdego narzędzia, aby właściwie dostosować je do wymagań technologicznych, co jest zgodne z najlepszymi praktykami w branży.