Pytanie 1
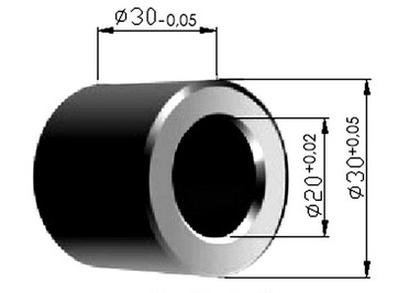
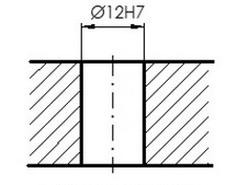
Otwór w części przedstawionej na rysunku należy wywiercić wiertłem pozostawiając naddatek na dalszą obróbkę, a następnie
A. nawiercić nawiertakiem nakiełkującym.
B. po wiercić wiertłem krętym na wymiar nominalny.
C. pogłębić pogłębiaczem.
D. rozwiercić rozwiertakiem zgrubnym i wykańczającym.
Rozwiercanie otworu rozwiertakiem zgrubnym i wykańczającym jest właściwą metodą obróbcza po wierceniu, szczególnie w kontekście otworów o wymaganej dokładności wymiarowej i jakości powierzchni. Otwór oznaczony jako Ø12H7 wymaga precyzyjnego wymiaru, a tolerancja H7 wskazuje na niewielkie dopuszczalne odchylenia od nominalnej średnicy. Stosowanie rozwiertaka zgrubnego pozwala na pierwsze, szybsze uzyskanie zbliżonego wymiaru, a następnie rozwiertak wykańczający pozwala na osiągnięcie ostatecznej dokładności. Dzięki temu procesowi można uzyskać otwory, które spełniają wysokie standardy jakości, co jest kluczowe w aplikacjach inżynieryjnych oraz w produkcji masowej. W praktyce, takie podejście jest zgodne z normami ISO dla obróbki skrawaniem, które podkreślają konieczność stosowania odpowiednich narzędzi dostosowanych do specyficznych wymagań obróbczych. Użycie rozwiertaka w tym przypadku jest zatem najlepszą praktyką, gwarantującą zarówno precyzyjny wymiar, jak i odpowiednią jakość powierzchni.