Pytanie 1
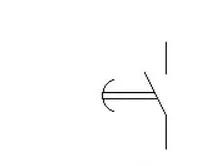
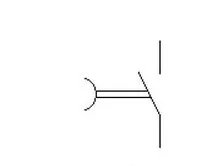
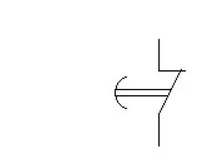
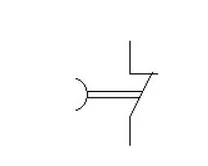
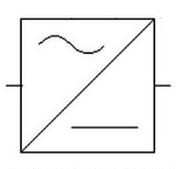
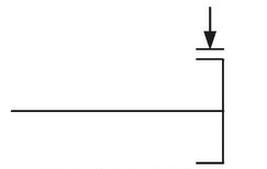
Prawidłowo narysowany symbol graficzny podpory samonastawnej stosowany na schematach mechanicznych przedstawiono na rysunku
A. A.
B. D.
C. B.
D. C.
Odpowiedź D jest poprawna, ponieważ symbol graficzny podpory samonastawnej, przedstawiony na rysunku, jest zgodny z normami rysunku technicznego, które określają, jak powinny być przedstawiane różne elementy mechaniczne w dokumentacji inżynieryjnej. W branży mechanicznej, zrozumienie tych symboli jest kluczowe dla właściwej interpretacji schematów i zapobiegania błędom w projektowaniu. Przykładem zastosowania podpory samonastawnej może być system zawieszenia w pojazdach, gdzie jej rolą jest umożliwienie swobodnego ruchu przy jednoczesnym utrzymaniu stabilności konstrukcji. Stosowanie odpowiednich symboli graficznych, takich jak ten przedstawiony na rysunku D, jest zgodne z wytycznymi ISO oraz normami krajowymi, co umożliwia jednoznaczną komunikację między inżynierami w międzynarodowych projektach. Prawidłowe rozpoznanie symboli technicznych jest zatem nie tylko kwestią wiedzy, ale również umiejętności praktycznych, które są niezbędne w codziennej pracy w branży inżynieryjnej.