Pytanie 1
Do klarowania wody obiegowej i zagęszczania koncentratów flotacyjnych stosuje się
A. klasyfikatory spiralne.
B. osadniki mechaniczno-promieniowe.
C. wzbogacalniki z cieczą ciężką.
D. osadzarki pulsacyjno-tłokowe.
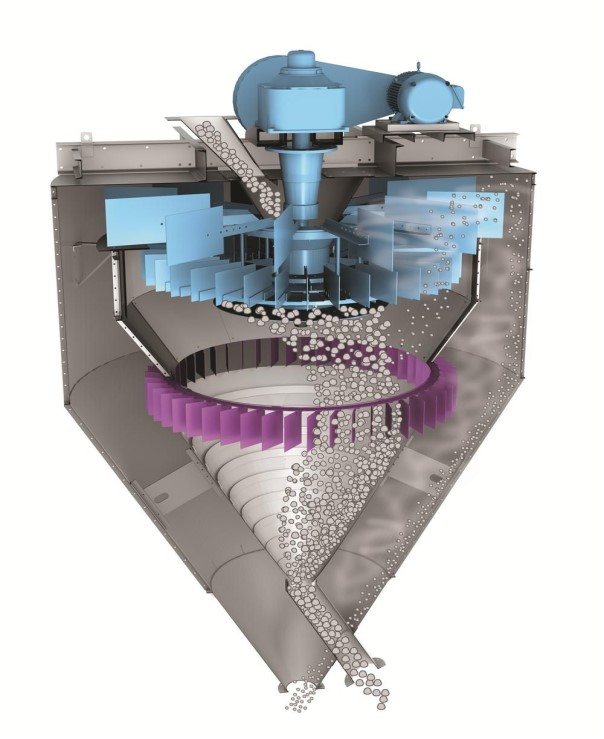
Osadniki mechaniczno-promieniowe to podstawowe urządzenia wykorzystywane w procesach klarowania wody obiegowej oraz zagęszczania koncentratów flotacyjnych praktycznie we wszystkich zakładach przeróbki mechanicznej kopalin. Moim zdaniem trudno sobie wyobrazić nowoczesny system przeróbczy bez ich zastosowania – to taki trochę fundament gospodarki wodno-osadowej. W praktyce ich działanie opiera się na powolnym przepływie mieszaniny wodno-osadowej przez dużą objętość, gdzie pod wpływem grawitacji cząstki stałe opadają na dno, a woda uzdatniona przelewa się przez przelewy promieniowe. Dobrej klasy osadniki mają specjalne zgarniacze promieniowe, które regularnie zgarniają osad do centralnego leja. Z mojego doświadczenia wynika, że właściwie dobrany osadnik pozwala znacząco zredukować zużycie świeżej wody w zakładzie – można ją wracać do procesów flotacyjnych czy mycia, a to już bardzo konkretna oszczędność. Tego typu rozwiązania są standardem w branży, bo gwarantują wysoką skuteczność oraz niskie koszty eksploatacji. Do zagęszczania koncentratów flotacyjnych osadniki także nadają się idealnie – uzyskujemy zagęszczony produkt, który łatwiej się filtruje i transportuje. Warto pamiętać, że efektywność osadnika zależy od jego wymiarów, prędkości przepływu i zastosowanych dodatków koagulujących. Takie podejście jest zgodne z najlepszymi praktykami przeróbki kopalin i z wymogami gospodarowania wodą w przemyśle.