Pytanie 1
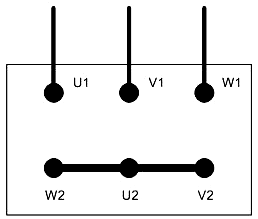
Z rysunku przedstawiającego sposób wykonania połączeń elektrycznych w puszce zaciskowej trójfazowego silnika indukcyjnego wynika, że uzwojenia tego silnika są połączone
A. w trójkąt.
B. w gwiazdę.
C. szeregowo.
D. równolegle.
Prawidłowe rozpoznanie układu połączeń uzwojeń w puszce silnika trójfazowego jest kluczowe zarówno podczas eksploatacji, jak i montażu takich urządzeń. W przypadku przedstawionego rysunku, nie mamy do czynienia ani z połączeniem w trójkąt, ani z połączeniem szeregowym czy równoległym. Część osób błędnie interpretuje zestawienie mostków zaciskowych na dole puszki jako połączenie w trójkąt — tymczasem dla trójkąta każdy zacisk uzwojenia powinien być połączony z sąsiednim końcem kolejnego uzwojenia, tworząc zamkniętą pętlę. Na przedstawionym schemacie wyraźnie widzimy, że trzy końce uzwojeń są połączone razem, a pozostałe trzy służą do podłączenia zasilania – to typowa charakterystyka połączenia w gwiazdę. Połączenia szeregowe i równoległe to zupełnie inne zagadnienia, dotyczące raczej silników jednofazowych lub specyficznych układów nawijania uzwojeń, a nie standardowych silników trójfazowych. Częsty błąd polega na tym, że myli się fizyczne ułożenie mostków z rzeczywistym przebiegiem prądu i zasadami działania silników asynchronicznych. Branżowe normy, jak choćby PN-EN 60204, wyraźnie określają sposoby łączenia i ich oznaczenia. Warto pamiętać, że poprawne rozpoznanie układu wpływa nie tylko na prawidłową pracę silnika, ale też na bezpieczeństwo całej instalacji. Połączenia szeregowe w kontekście silników trójfazowych praktycznie się nie stosuje, a połączenie równoległe dotyczy ewentualnie uzwojeń podwójnych, co jest rzadko spotykane i ma inny schemat połączeń. Moim zdaniem, lepiej raz dobrze zrozumieć zasadę działania układów gwiazdy i trójkąta, niż uczyć się ich na pamięć, bo w praktyce i tak zawsze należy sprawdzić układ według dokumentacji technicznej i oznaczeń producenta.