Pytanie 1
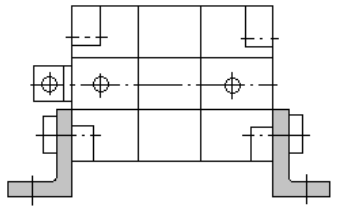
Który przyrząd pomiarowy należy wykorzystać do przygotowania korytek montażowych o wskazanej długości?
A. Mikrometr.
B. Czujnik zegarowy.
C. Przymiar kreskowy.
D. Średnicówkę.
Przymiar kreskowy, często zwany też miarą lub linijką, jest podstawowym narzędziem pomiarowym używanym do mierzenia długości na płaskich powierzchniach. To precyzyjne narzędzie, które pozwala na dokładne odmierzanie korytek montażowych, co jest kluczowe podczas prac konstrukcyjnych i montażowych. Przymiar kreskowy jest wykonany z metalu lub tworzywa sztucznego i ma naniesione podziałki, zazwyczaj w milimetrach i centymetrach. Dzięki swojej prostej konstrukcji i łatwości w użyciu, jest niezastąpiony w warsztatach i na budowach. W praktyce, przy produkcji korytek montażowych, ważne jest, aby długość była dokładnie taka, jaka została zaplanowana, aby uniknąć problemów z montażem. Przymiar kreskowy to narzędzie, które daje pewność, że wszystko jest mierzone precyzyjnie i zgodnie z projektem. W branży budowlanej i mechanicznej, dokładne wymiary są kluczowe dla trwałości i niezawodności konstrukcji, dlatego przymiar kreskowy jest tak powszechnie stosowany. Dodatkowo, jego kompaktowy rozmiar i łatwość w przechowywaniu sprawiają, że jest to narzędzie pierwszego wyboru, gdy mówimy o podstawowych narzędziach pomiarowych. Warto też wspomnieć, że w standardowych praktykach przemysłowych, użycie przymiaru kreskowego jest preferowane ze względu na jego dostępność i niską cenę, co czyni go idealnym dla małych i dużych projektów.