Pytanie 1
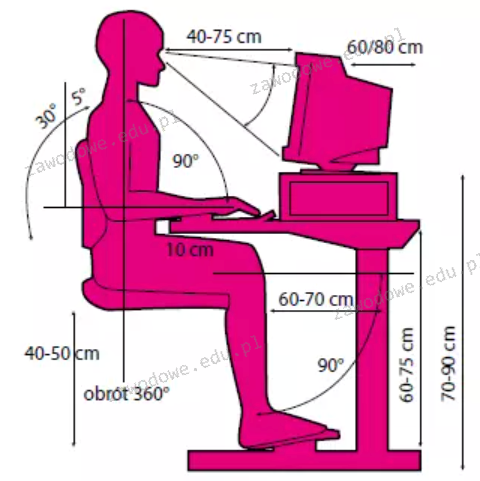
Przedstawione na rysunku stanowisko pracy, spełnia wymogi
A. pracownika.
B. pracodawcy.
C. zakładu.
D. ergonomii.
Wybór odpowiedzi związanej z "pracownika" w kontekście spełniania wymogów stanowiska pracy jest mylący. Odpowiedź ta sugeruje, że projektowanie stanowiska skupia się głównie na specyficznych potrzebach pracownika, co jest jedynie częścią szerszego zagadnienia ergonomicznego. Postrzeganie ergonomii jako jedynie dostosowania do indywidualnych preferencji użytkownika jest ograniczone. Ergonomia to nauka, która łączy w sobie wiele aspektów, takich jak biomechanika, psychologia czy inżynieria. Biorąc pod uwagę standardy ergonomiczne, należy uwzględnić nie tylko komfort indywidualny, ale również aspekty zdrowotne oraz wydajnościowe, które są kluczowe dla środowiska pracy. Wybór odpowiedzi "zakładu" jest jeszcze mniej trafny, ponieważ nie uwzględnia on wymogów związanych z projektowaniem stanowisk pracy. Zakład jako instytucja ma różne regulacje dotyczące organizacji pracy, ale sama koncepcja ergonomii wykracza poza ramy zakładu. Podobnie, wskaźniki związane z "pracodawcą" nie odnoszą się bezpośrednio do zasadniczych wymogów ergonomicznych. Odpowiedzi te mogą prowadzić do błędnych wniosków, że ergonomiczne stanowisko pracy jest jedynie kwestią dostosowania do konkretnej osoby lub wymaganiami instytucjonalnymi, zamiast dostrzegać szerszy kontekst, w którym ergonomiczne podejście przyczynia się do zdrowia, bezpieczeństwa i wydajności pracy jako całości. Właściwe zrozumienie ergonomii wymaga znajomości zasad projektowania, które zapewniają harmonijne współdziałanie człowieka z jego środowiskiem pracy.