Pytanie 1
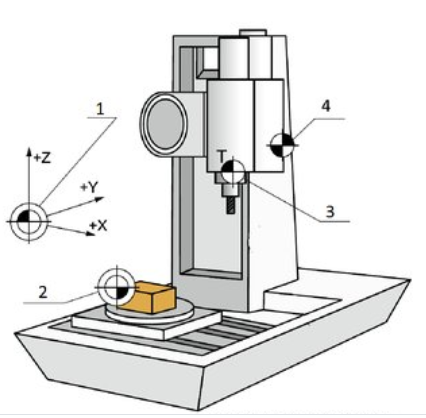
Położenie punktu "S" (wierzchołek ostrza noża) podaje się względem punktu

A. odniesienia narzędzia.
B. zerowego obrabiarki,
C. wymiany narzędzia.
D. referencyjnego.
Punkt "S", czyli ten wierzchołek noża, ustalamy względem narzędzia. To jest mega ważne w obróbce skrawaniem na CNC, bo bez tego nie da się dobrze ustawić narzędzia. Jak operator montuje narzędzie w maszynie, to musi ustawić ten wierzchołek w oparciu o wyznaczony punkt odniesienia. Tylko wtedy mamy pewność, że wszystkie wymiary i ścieżki narzędzia są obliczane prawidłowo. Użycie odpowiedniego punktu odniesienia jest zgodne z tym, czego wymagają najlepsze praktyki w branży. Dzięki temu procesy obróbcze są powtarzalne i dokładne. W programowaniu CNC, większość systemów wymaga podania tego punktu, bo to pomaga w optymalizacji produkcji i unikaniu błędów. Tak więc, znalezienie właściwego punktu odniesienia jest kluczowe dla efektywności pracy i jakości końcowego produktu.