Pytanie 1
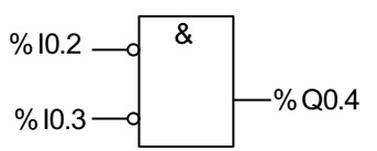
Co należy wpisać w miejscu oznaczonym pytajnikami (??.?), aby przedstawiony poniżej program zapamiętywał stan wysoki na wyjściu Q0.0, po podaniu sygnału logicznego "1″ na wejścia 10.0 i 10.1?
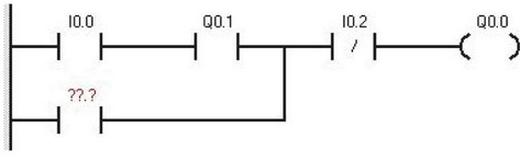
A. I0.2
B. Q0.1
C. I0.0
D. Q0.0
Wybór odpowiedzi Q0.0 jako miejsca oznaczonego pytajnikami jest poprawny, ponieważ wskazuje na wyjście, które ma być podtrzymywane w stanie wysokim przez zastosowaną funkcję latch. W automatyce i programowaniu PLC, funkcja pamięci (latch) służy do utrzymywania stanów wyjść, co jest niezwykle istotne w wielu aplikacjach przemysłowych. Przykładem zastosowania może być system sterowania oświetleniem, gdzie po włączeniu światła użytkownik oczekuje, że pozostanie ono włączone, mimo że przycisk został zwolniony. Stąd kluczowe jest, aby wyjście Q0.0 było powiązane z odpowiednią logiką pamięci, co zapewnia trwałość stanu wysokiego, gdy na wejścia 10.0 i 10.1 podany zostaje sygnał logiczny '1'. W praktyce, wykorzystanie pamięci w programowaniu PLC pozwala na tworzenie bardziej zaawansowanych i elastycznych układów sterujących. Rekomendowane jest stosowanie przejrzystych schematów blokowych, które ukazują powiązania między wejściami i wyjściami, co ułatwia diagnostykę oraz przyszłą rozbudowę systemów.