Pytanie 1
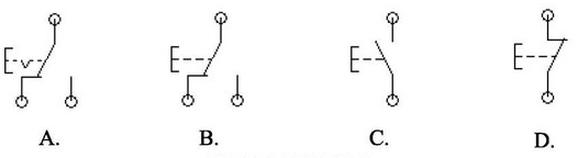
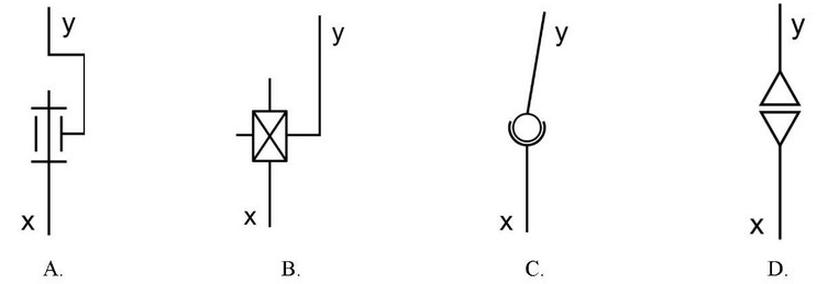
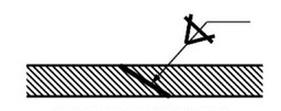
Którego symbolu należy użyć, aby przedstawić łożysko toczne poprzeczne na schemacie kinematycznym mechanizmu?

A. C.
B. A.
C. D.
D. B.
Symbol "C." jest prawidłowym znakiem do reprezentacji łożyska tocznego poprzecznego w schematach kinematycznych mechanizmów. W inżynierii mechanicznej, łożyska toczne są kluczowymi elementami, które pozwalają na minimalizację tarcia pomiędzy ruchomymi częściami maszyny, co przekłada się na zwiększenie efektywności i żywotności urządzeń. Stosowanie odpowiednich symboli w schematach jest zgodne z międzynarodowymi standardami, takimi jak ISO 1219, które określają normy dla symboli używanych w dokumentacji technicznej. Poprawne przedstawienie łożyska tocznego poprzecznego jest istotne dla inżynierów projektujących mechanizmy, gdyż pozwala na zrozumienie rozkładu sił oraz dynamiki układu. Przykładem zastosowania tego symbolu mogą być projekty maszyn przemysłowych, w których łożyska toczne są powszechnie wykorzystywane w różnych mechanizmach przeniesienia napędu, takich jak napędy elektryczne czy mechanizmy obracające. Zastosowanie odpowiednich symboli umożliwia również efektywną komunikację pomiędzy inżynierami i technikami, co jest kluczowe w procesie projektowania i budowy urządzeń.