Pytanie 1
Przekładnia, która daje możliwość bezstopniowej zmiany przełożenia, to
A. zębata ślimakowa
B. łańcuchowa
C. zębata planetarna
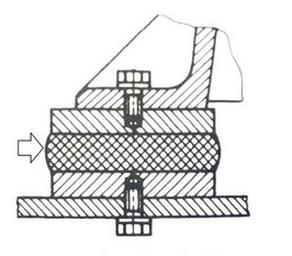
D. cierna
Przekładnia zębata ślimakowa, choć często stosowana w różnych aplikacjach, nie jest w stanie zapewnić bezstopniowej zmiany przełożenia. Jej działanie opiera się na zębatkach, które wchodzą w interakcję w sposób skokowy, co oznacza, że zmiana przełożenia jest ograniczona do z góry określonych wartości. Z kolei przekładnia łańcuchowa, używana głównie w rowerach i motocykalach, również nie umożliwia bezstopniowej zmiany przełożenia, a jej działanie opiera się na zębatkach i ogniwach łańcucha, co skutkuje skokowymi zmianami przełożenia. Można tu zauważyć typowy błąd myślowy, polegający na myleniu przekładni umożliwiających regulację prędkości z tymi, które oferują płynne przełożenia. Przekładnia zębata planetarna, choć jest bardziej wszechstronna i może oferować różne przełożenia, również działa na zasadzie zębatek, co ogranicza jej możliwości w kontekście bezstopniowej regulacji. Ostatecznie, wiele osób nie zdaje sobie sprawy, że przy wyborze odpowiedniej przekładni kluczowe jest zrozumienie, jak różne typy przekładni działają i jakie są ich ograniczenia. Dlatego ważne jest, aby przy podejmowaniu decyzji inżynieryjnych, korzystać z wiedzy na temat różnych systemów i ich zastosowań, aby uniknąć nieporozumień i błędów w projektowaniu.