Pytanie 1
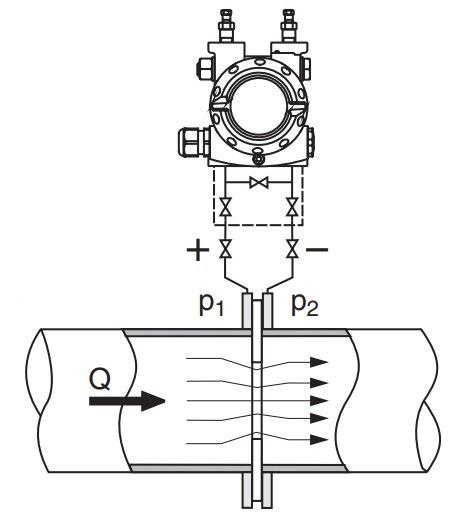
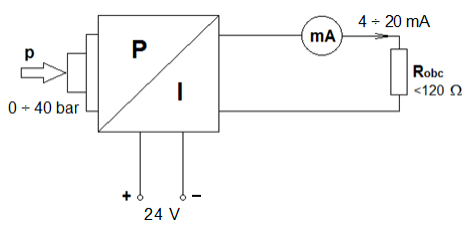
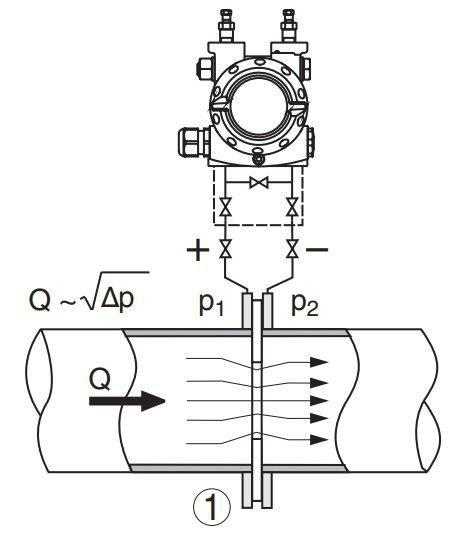
W dokumentacji technicznej przetwornika różnicy ciśnień, zobrazowano jeden z jego wariantów pracy w instalacji automatyki. Rysunek przetwornika przedstawia układ do bezpośredniego pomiaru
A. gęstości przepływającej cieczy.
B. lepkości przepływającej cieczy.
C. strumienia objętościowego cieczy.
D. temperatury przepływającej cieczy.
Wiele osób myli funkcję przetwornika różnicy ciśnień z innymi rodzajami przetworników stosowanych w automatyce, co prowadzi do błędnych interpretacji. Przetwornik różnicy ciśnień, jak sugeruje sama nazwa, służy do pomiaru różnicy ciśnień pomiędzy dwoma punktami w układzie – nie jest to jednak bezpośredni pomiar temperatury, lepkości czy gęstości. Temperatura przepływającej cieczy jest najczęściej mierzona za pomocą czujników rezystancyjnych (PT100, PT1000) lub termopar, które mają zupełnie inną konstrukcję i sposób działania. Z kolei lepkość cieczy to właściwość fizyczna, którą mierzy się specjalistycznymi lepkościomierzami, zazwyczaj w laboratoriach lub za pomocą czujników inline, ale nie na podstawie różnicy ciśnień na zwężce. Gęstość cieczy teoretycznie można wyznaczyć z różnicy ciśnień w pionowym odcinku rurociągu, jednak pokazany na rysunku układ z przetwornikiem na poziomej rurze i zwężką ewidentnie wskazuje na pomiar przepływu. Typowym błędem jest utożsamianie działania przetwornika różnicy ciśnień z możliwością pomiaru tych wszystkich wielkości – w rzeczywistości większość aplikacji przemysłowych wykorzystuje tę technologię właśnie do monitorowania i sterowania przepływem. Branżowe standardy, jak ISA czy IEC, wyraźnie opisują ten rodzaj układów jako przeznaczony do pomiaru przepływu, a nie pozostałych wymienionych wielkości. Moim zdaniem warto zapamiętać, że różnica ciśnień generowana przez zwężkę czy kryzę jest kluczowym sygnałem pozwalającym na wyliczenie przepływu objętościowego – to fundament automatyki przemysłowej, który ułatwia kontrolę procesów technologicznych. Pominięcie tej zależności to częsty błąd spotykany szczególnie wśród osób rozpoczynających naukę automatyki procesowej.