Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 24/40 punktów (60,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Osoba obsługująca dźwignicę podczas realizacji prac manipulacyjnych w magazynie powinna być przede wszystkim ubrana w kombinezon
Do nieprzerwanej obserwacji oraz monitorowania aktualnej lokalizacji przesyłki w łańcuchu dostaw umożliwia
Globalny Numer Identyfikacji Wysyłki (GSIN) to numer, który jest przyznawany przez
Jakie są całkowite wydatki logistyczne firmy przy założeniu, że:
- koszty pracy oraz wykorzystania czynników produkcji wynoszą 1 000 zł
- wydatki finansowe są równe 350 zł
- straty nadzwyczajne wynoszą 210 zł?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na koniec maja hurtownia posiada 34 000 sztuk towarów. W trakcie maja zrealizowała sprzedaż 2 800 sztuk, a dostawy w tym okresie wyniosły 960 sztuk. Zgodnie z zasadą bilansowania, jaki był zapas towaru na początku czerwca?
Przedsiębiorstwo przyjęło zamówienie na 1 000 sztuk kostiumów damskich. Do uszycia jednego kostiumu zużywa się: 3,7 m tkaniny wełnianej, 3 m podszewki, 7 guzików oraz 1 zamek błyskawiczny. Przy uwzględnieniu dysponowanych zapasów magazynowych, zebranych w zamieszczonej tabeli, ustal ile materiałów należy zamówić, aby zrealizować zamówienie.
| Dysponowane zapasy materiałów | ||
|---|---|---|
| Nazwa materiału | j.m. | ilość |
| Tkanina wełniana | m | 1 400 |
| Podszewka | m | 900 |
| Guziki | szt. | 10 000 |
| Zamek błyskawiczny | szt. | 2 000 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
System zarządzania zapasami oparty na poziomie informacyjnym polega na składaniu zamówień, gdy wolny zapas osiąga wartość
W celu przenoszenia półwyrobów pomiędzy stanowiskami w procesie produkcji gniazdowej stosuje się sprzęt transportowy
Przedsiębiorstwo zajmujące się spedycją i transportem otrzymało zlecenie na transport ozdób choinkowych w 136 kartonach o wymiarach 800 x 600 x 1000 mm. Jeśli jedna naczepa może pomieścić 34 palety EURO, a palet i kartonów nie wolno układać na sobie, to towar powinien zostać załadowany do
Rysunek przedstawia
Hurtownia sprzedała towary zgodnie z zestawieniem zamieszczonym w tabeli. Oblicz odpowiednio kwotę podatku VAT oraz wartość brutto za sprzedane towary.
| Nazwa towaru | Cena jednostkowa netto [zł] | Stawka podatku VAT [%] | Liczba sprzedanych towarów [szt.] |
|---|---|---|---|
| Płyn hamulcowy | 16,00 | 23 | 20 |
| Płyn do chłodnic | 33,00 | 23 | 10 |
Opakowania klasyfikuje się w zależności od funkcji na:
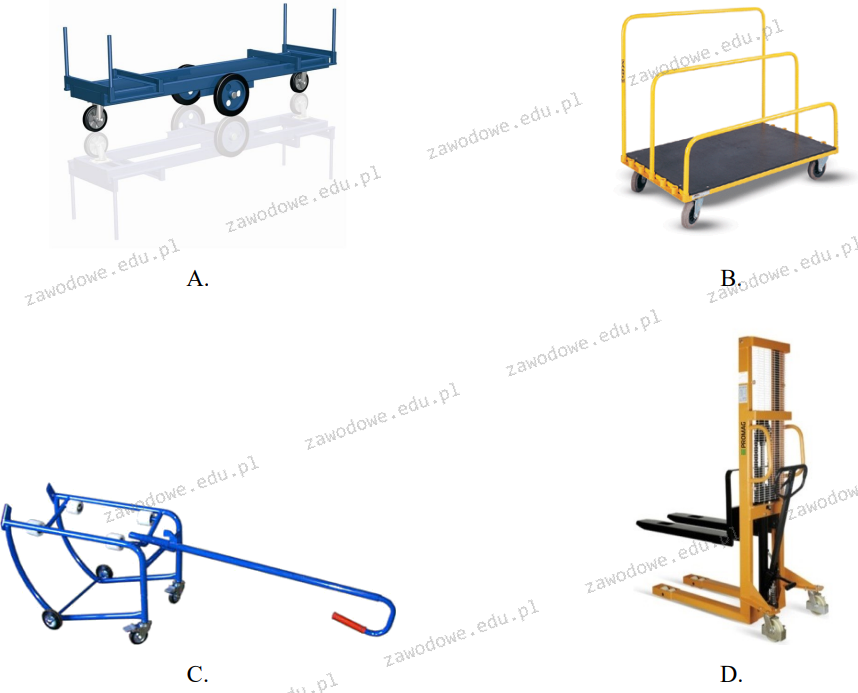
Który wózek przeznaczony jest do przewozu beczki?
Na podstawie danych zawartych w tabeli wskaż, ile wyniesie średni koszt przypadający na jedną jednostkę paletową.
| Ilość przyjętych palet | Cena przyjęcia | Ilość wydanych palet | Cena wydania |
|---|---|---|---|
| 10 000 szt. | 2,00 zł/szt. | 10 000 szt. | 3,00 zł/szt. |
Dokument, który dokumentuje przekazanie surowców do produkcji, to
Obiekt magazynowy to miejsce ogrodzone, utwardzone, które nie jest osłonięte
W dystrybucji owoców, gdy na każdym poziomie funkcjonuje wiele podmiotów, zgodnie z klasyfikacją poziomą dystrybucji mamy do czynienia z kanałem
Najmniejsza jednostka produkcyjna, która potrafi działać samodzielnie, to
Termin planowanego przyjęcia towarów w lokalnym centrum dystrybucji ustala się, gdy stan magazynowy towarów będzie
Stosowanie optymalnej wielkości zamówienia prowadzi do
Firma przeprowadziła analizę stanu zapasów trzech kluczowych kategorii produktów. Pierwsza grupa to 20%, druga - 30%, a trzecia - 50% pozycji asortymentowych dostępnych w ofercie. W celu realizacji badania zastosowano
Ekonomiczna wartość zamówienia to taka, która umożliwia
W ciągu doby produkowanych jest 2000 odkurzaczy. Wszystkie komponenty są dostarczane z centralnego magazynu raz dziennie w liczbie 2100 sztuk (100 sztuk - zapas bezpieczeństwa). Jeżeli w trakcie dnia stwierdzono, że po złożeniu 1400 odkurzaczy 200 sztuk silników okazało się wadliwych, to pierwszą czynnością, którą należy wykonać, powinno być
Możliwość wystąpienia bezpośredniej relacji między dostawcą a ostatecznym klientem możliwa jest dzięki zastosowaniu kanału dystrybucji
W przedsiębiorstwie, stan zapasów informacyjnych definiuje
Przygotowując ofertę w reakcji na zapytanie o konkretny produkt, powinno się ją
W trakcie dnia roboczego firma zajmująca się napełnianiem oleju rzepakowego do butelek o objętości 0,75 litra napełnia 12 500 sztuk butelek. Jaką ilość litrów oleju zapasu zabezpieczającego powinno mieć przedsiębiorstwo, aby zagwarantować ciągłość produkcji przez 5 dni roboczych?
Rysunek przedstawia

Firma planuje wyprodukować 100 sztuk drzwi. Aby stworzyć 1 sztukę drzwi, potrzebne są 2 płyty MDF. Ile płyt trzeba zamówić, skoro podczas montażu znajduje się 20 sztuk drzwi, a w magazynie jest 40 sztuk płyt MDF?
Najczęściej wykorzystywane kody kreskowe to
Osoba odpowiedzialna za odbiór dostaw magazynowych pod względem ilościowym i jakościowym sprawdza
Jakim skrótem określa się system informatyczny wykorzystywany do zarządzania w dystrybucji?
W systemie portowym do wyładunku pełnych kontenerów ze statku na brzeg, przeprowadza się kontrolę
Jaka metoda zabezpieczania ładunku uniemożliwia jego przemieszczanie w opakowaniu?
Proszek do pieczenia, działający jako środek spulchniający, jest surowcem o charakterze
Część budynku magazynowego, która ułatwia załadunek oraz wyładunek towarów na środki transportu, nazywa się
RFID to technologia, która pozwala na monitorowanie przepływu towarów na podstawie