Pytanie 1
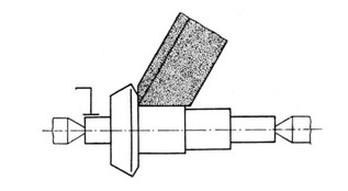
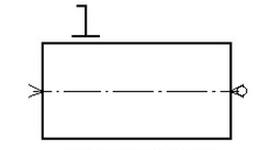
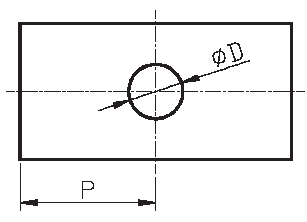
Wartość przesunięcia punktu zerowego przedmiotu obrabianego zgodnie z przedstawionym rysunkiem wynosi
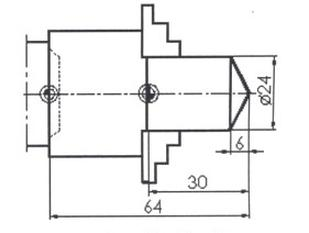
A. 34 mm
B. 6 mm
C. 24 mm
D. 64 mm
Wartość przesunięcia punktu zerowego przedmiotu obrabianego wynosi 34 mm, co wynika z dokładnych obliczeń związanych z geometrią przedmiotu. Aby poprawnie ustalić tę wartość, należy brać pod uwagę całkowitą długość przedmiotu oraz odpowiednie odległości związane z otworami. W tym przypadku obliczenie polega na odjęciu połowy średnicy otworu od długości przedmiotu i odległości od krawędzi do osi otworu. Takie podejście jest zgodne z najlepszymi praktykami w obróbce skrawaniem, gdzie precyzyjne określenie punktu zerowego jest kluczowe dla uzyskania dokładnych wymiarów i jakości obrabianych elementów. Użycie odpowiednich narzędzi pomiarowych, takich jak suwmiarka czy mikrometr, może wspierać te obliczenia, a dodatkowo daje możliwość zweryfikowania końcowych wymiarów. Zrozumienie przesunięcia punktu zerowego jest niezwykle istotne w kontekście produkcji i obróbki, ponieważ błędy w tym zakresie mogą prowadzić do poważnych konsekwencji, w tym do niewłaściwych wymiarów gotowych produktów i zwiększonych kosztów produkcji.