Pytanie 1
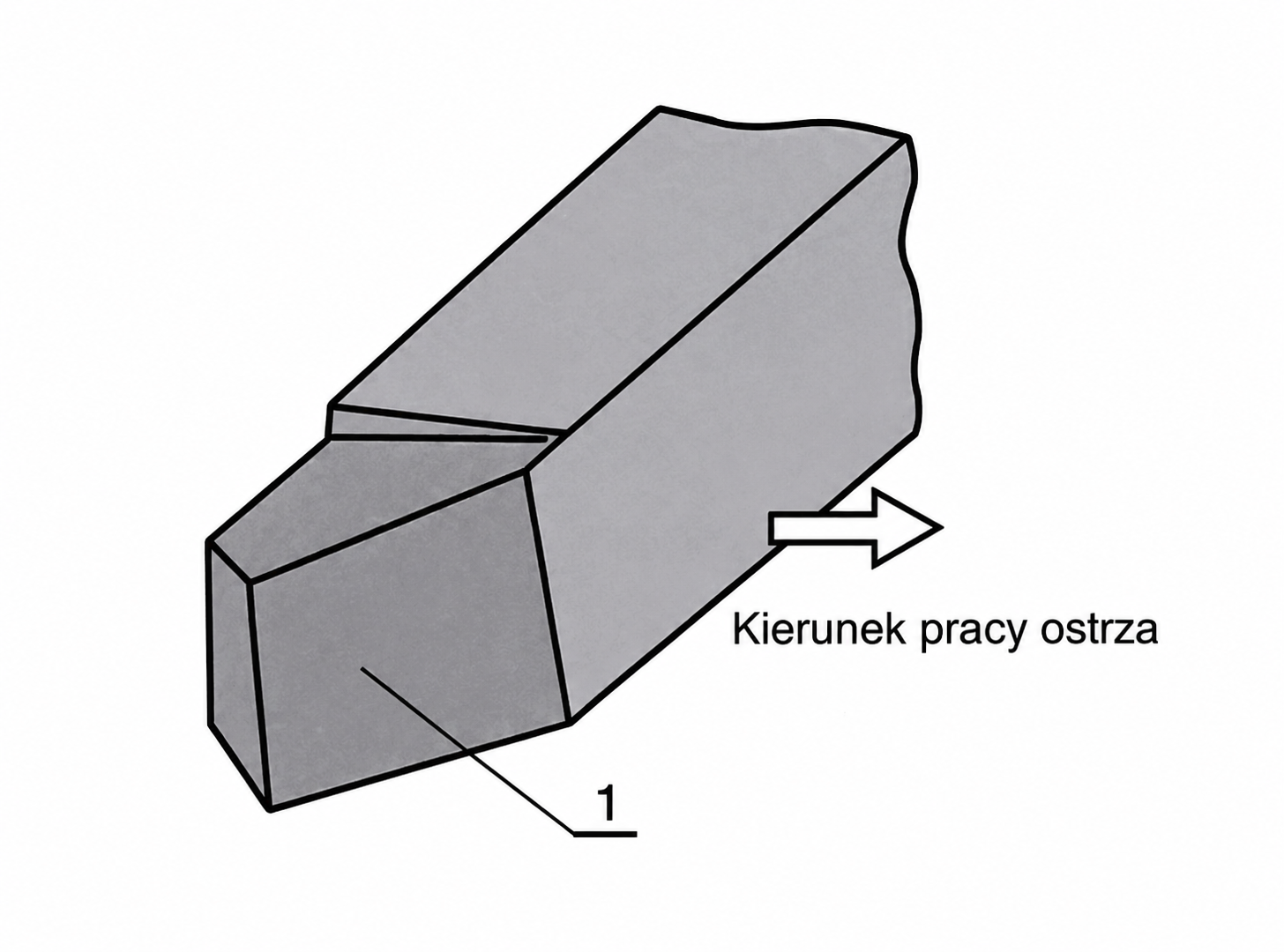
Czynnikiem powodującym złamanie ostrza narzędzia skrawającego może być
A. zbyt mały posuw
B. zbyt duży posuw
C. niewystarczająca prędkość skrawania
D. niewystarczająca głębokość skrawania
Zbyt duży posuw w procesie skrawania może prowadzić do wyłamania ostrza płytki skrawającej z kilku powodów. Przede wszystkim, zbyt duży posuw powoduje, że narzędzie jest wystawione na większe obciążenia mechaniczne, co może przekraczać jego wytrzymałość. W praktyce oznacza to, że podczas obróbki materiału, ostrze narzędzia nie ma wystarczająco dużo czasu na efektywne skrawanie, co prowadzi do nadmiernego nagrzewania i w konsekwencji do uszkodzenia krawędzi skrawającej. Zgodnie z dobrą praktyką, dobiera się parametry skrawania w taki sposób, aby skrawanie odbywało się w optymalnym zakresie prędkości i posuwu, co zminimalizuje ryzyko uszkodzenia narzędzia. Na przykład, w obróbce stali narzędziowej, nieprawidłowy posuw może nie tylko spowodować wyłamanie ostrza, ale także negatywnie wpłynąć na jakość obróbki, prowadząc do większych tolerancji wymiarowych. Dlatego istotne jest, aby każdy operator miał świadomość, jakie parametry są odpowiednie dla danego materiału i narzędzia, co powinno być zgodne z dokumentacją techniczną oraz zaleceniami producentów narzędzi skrawających.