Pytanie 1
Na którym rysunku przedstawiono wiertarkę kadłubową?
A. D.
B. C.
C. A.
D. B.
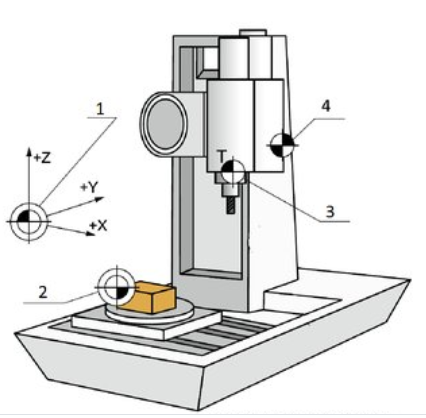
Wiertarka kadłubowa to maszyna o solidnej konstrukcji, która wykorzystywana jest w przemyśle do obróbki dużych i ciężkich elementów. Jej charakterystycznym elementem jest masywny stół roboczy, który umożliwia stabilne mocowanie obrabianego przedmiotu. W odpowiedzi C widzimy wiertarkę kadłubową, która jest idealnie przystosowana do pracy z materiałami o dużych gabarytach, co znacząco zwiększa precyzję i efektywność obróbki. Takie maszyny są powszechnie stosowane w zakładach produkcyjnych oraz w warsztatach rzemieślniczych, gdzie jakość wykończenia i dokładność są kluczowe. W praktyce, standardy ISO dotyczące bezpieczeństwa i jakości w obróbce skrawaniem podkreślają znaczenie odpowiedniego doboru narzędzi i maszyn, co czyni wiertarkę kadłubową doskonałym wyborem do zadań wymagających dużej siły i precyzji. W porównaniu do innych maszyn, takich jak frezarki czy tokarki, wiertarki kadłubowe oferują lepszą stabilność i umożliwiają obróbkę bardziej skomplikowanych kształtów.