Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 23/40 punktów (57,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
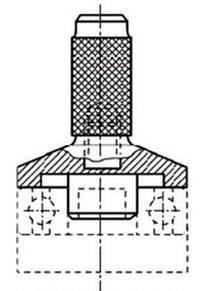
Przyrząd przedstawiony na rysunku stosuje się do
Jaką wartość ma efektywna sprawność turbiny parowej ηe, jeśli sprawność wewnętrzna turbiny wynosi ηi = 0,8, a sprawność mechaniczna ηm = 0,9?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Elementem przedstawionym na zdjęciu jest

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
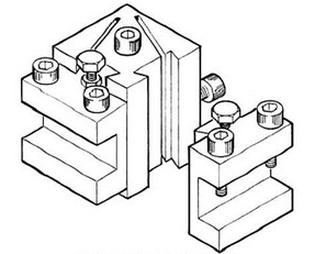
Ile stopni swobody trzeba usunąć z zamontowanych elementów, aby całkowicie je unieruchomić?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Przed przeprowadzeniem weryfikacji niektórych komponentów systemów hydraulicznych, należy je odtłuścić, wykorzystując
W odniesieniu do elementów obracających się stosuje się wyrównoważenie dynamiczne, które pozwala na modyfikację rozkładu mas w płaszczyznach korekcyjnych, co znacznie zmniejsza
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z poniższych pierwiastków, dodany w ilości kilku procent do stali, sprawia, że staje się ona odporna na korozję?
Jakie jest typowe zagrożenie dla pracownika podczas korzystania z wiertarki stołowej?
Aby zweryfikować prawidłowość montażu koła pasowego na wałku (bicie osiowe), jakie narzędzie należy wykorzystać?
Mosiądz stanowi stop, w którego skład wchodzi miedź oraz
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Obróbka skrawająca, podczas której narzędzie wykonuje ruch obrotowy, a detal ruch posuwowy, to
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Fazą materialną w realizacji projektu technicznego jest
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W trakcie przeprowadzania konserwacji maszyny, pracownik przypadkowo oblał się benzyną. W takiej sytuacji należy zdjąć zabrudzoną odzież, a oblaną dłoń
W wyniku awarii chłodnicy w systemie hydraulicznym temperatura płynu hydraulicznego znacznie wzrosła. Praca w takich warunkach może w pierwszej kolejności prowadzić do zniszczenia
Powolne uszkadzanie metali w wyniku chemicznego lub elektrochemicznego działania środowiska zachodzi w procesie
Jakie narzędzie należy użyć, aby zweryfikować prostopadłość czoła tulei względem osi otworu?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Element odpowiedzialny za realizację ruchów posuwowych na łożu tokarki, to
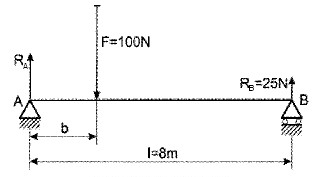
Układ sił jest w równowadze, jeżeli odległość b (patrz rysunek), wynosi
Który zestaw kluczy służy do obsługi uchwytu przedstawionego na rysunku?
Usterkę wyłamanego zęba w mechanizmie zębatym można naprawić poprzez
Jaką czynność należy wykonać przed każdym podłączeniem sprężarki tłokowej z silnikiem elektrycznym?
Jaką ilość cieczy przetłoczy pompa tłokowa w ciągu 3 godzin, jeśli jej teoretyczna wydajność wynosi 500 m3/h, a jej sprawność objętościowa to 80%?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Składnikiem emisji z silnika spalinowego, który wskazuje na niepełne spalanie paliwa, jest
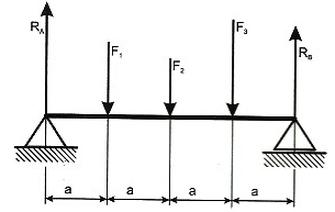
Ile wynosi reakcja RA belki przedstawionej na rysunku, jeżeli RB = 550 N, F1 = 300 N, F2 = 200 N, F3 = 500 N oraz a = 2 m?
Wiertarka, której stół jest zdolny do ruchu w dwóch prostopadłych kierunkach, nosi nazwę
Przedstawiony klucz hakowy służy do montażu

W przypadku oparzenia dłoni, pierwszą rzeczą, jaką należy zrobić, jest
Na podstawie informacji w przedstawionej tabeli określ przyczynę niesprawności wiertarki, polegającej na zatrzymywaniu się wiertła w materiale podczas wiercenia.
| Usterki pracy wiertarki stołowej | ||
|---|---|---|
| Symptom niesprawności | Przyczyna niesprawności | Sposób naprawy |
| Silnik wiertarki nie działa po załączeniu włącznika | Uszkodzony włącznik | Wymienić wyłącznik |
| Przepalony bezpiecznik | Bezpiecznik wymienić | |
| Łożyska wrzeciona rozgrzewają się nadmiernie | Niedostateczne smarowanie | Nasmarować |
| Łożyska skręcone zbyt mocno | Poprawnie zmontować łożyska | |
| Zbyt długa praca z wysoką prędkością obrotową | Zmniejszyć prędkość obrotową | |
| Zbyt mały moment obrotowy wrzeciona (np. zatrzymywanie się wiertła w materiale) | Niewłaściwy naciąg paska klinowego | Wyregulować naciąg paska klinowego |