Pytanie 1
Kieł samonastawny oznacza się na symbolem graficznym, przedstawionym na rysunku oznaczonym literą
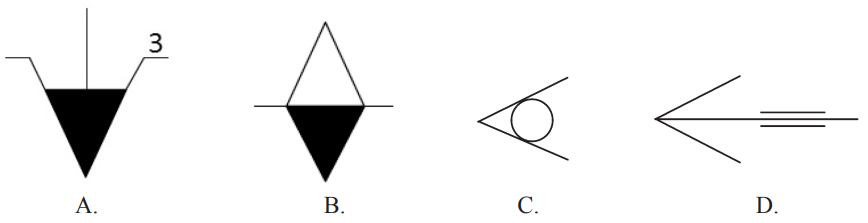
A. C.
B. A.
C. B.
D. D.
Wybór innych odpowiedzi, które nie odzwierciedlają rzeczywistego oznaczenia kiełka samonastawnego, często wynika z błędnej analizy graficznej. Symbol graficzny jest istotnym elementem w dokumentacji technicznej, a jego poprawne odczytanie ma kluczowe znaczenie dla prawidłowego użycia narzędzi. Niepoprawne odpowiedzi mogą sugerować, że użytkownik nie dostrzega istotnych różnic w kształcie i funkcji poszczególnych symboli, co może prowadzić do nieprawidłowego doboru narzędzi. Powszechnym błędem myślowym jest zakładanie, że podobieństwo kształtów oznacza ich tożsamość, co w kontekście narzędzi mechanicznych jest absolutnie mylne. Każdy symbol graficzny niesie ze sobą specyficzne znaczenie i wskazania, które muszą być respektowane w praktyce. W kontekście standardów branżowych, każdy symbol powinien być zrozumiały i jednoznaczny dla wszystkich użytkowników, a jakiekolwiek nieporozumienia mogą prowadzić do poważnych konsekwencji w pracy, takich jak uszkodzenie sprzętu lub zagrożenie bezpieczeństwa. Dlatego kluczowe jest dokładne zapoznanie się z obowiązującymi normami oraz systematyczne doskonalenie umiejętności rozpoznawania symboli w dokumentacji technicznej.