Pytanie 1
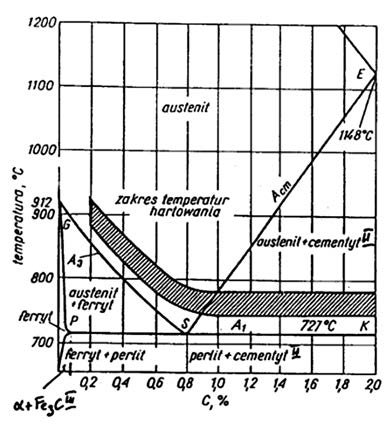
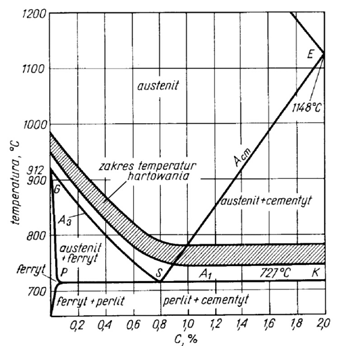
Zakres temperatur 790÷750°C dotyczy hartowania stali o zawartości węgla
A. 0,4%
B. 0,8%
C. 0,6%
D. 0,2%
Zakres temperatur 790÷750°C jest charakterystyczny dla hartowania stali o zawartości węgla około 0,8%. To tzw. stal eutektoidalna, gdzie przemiana perlitu w austenit zachodzi najefektywniej właśnie w tym zakresie. Moim zdaniem warto zapamiętać, że dla tej grupy stali – a zwłaszcza dla popularnej stali C45E lub C55 – wyższa temperatura hartowania mogłaby już doprowadzić do zbyt grubego ziarna, co ewidentnie pogarsza właściwości mechaniczne. Stosowanie zakresu 790÷750°C w praktyce pozwala uzyskać najlepszy kompromis pomiędzy twardością a ciągliwością hartowanego wyrobu. Widać to choćby przy produkcji narzędzi czy sprężyn, gdzie oczekuje się wysokiej wytrzymałości i jednocześnie odporności na kruche pękanie. Warto pamiętać, że normy PN-EN i wytyczne branżowe zalecają zawsze dobieranie temperatury hartowania w zależności od składu chemicznego stali – a dla 0,8% węgla ten właśnie zakres sprawdza się najlepiej. W praktyce, jeśli ktoś ustawi piec na wyższą temperaturę dla takiej stali, to ryzykuje wręcz pogorszeniem mikrostruktury. To niby drobny detal, ale jak pokazuje produkcja przemysłowa, diabeł tkwi w szczegółach.