Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 31/40 punktów (77,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Przez miesiąc firma produkuje oraz zbywa 1 000 sztuk produktów. Jeśli koszty zmienne wynoszą 1 zł/sztukę, a koszty stałe to 200 zł, to łączne koszty będą wynosiły
Wskaż towary, które zaklasyfikujesz do grupy C według klasyfikacji ABC
| Towar | Ilość | Cena | Wartość | Wartość narastająco | % narastająco |
|---|---|---|---|---|---|
| Masło | 1500 | 2,35 | 3525,00 | 3525,00 | 22,81 |
| Cukier | 1125 | 2,10 | 2362,50 | 5887,50 | 38,09 |
| Jogurt | 850 | 2,40 | 2400,00 | 7927,50 | 51,29 |
| Kefir | 1300 | 1,60 | 2080,00 | 10007,50 | 64,75 |
| Oliwa | 700 | 2,90 | 2030,00 | 12037,50 | 77,88 |
| Ryż | 750 | 2,70 | 2025,00 | 14062,50 | 90,98 |
| Miód | 88 | 12,30 | 1082,40 | 15144,90 | 97,99 |
| Ocet | 70 | 2,30 | 161,00 | 15305,90 | 99,03 |
| Sól | 120 | 1,25 | 150,00 | 15455,90 | 100,00 |
Zakład produkujący komputery przenośne, otrzymał zamówienie na wykonanie 60 komputerów. Ustal ile procesorów powinien zamówić zakład produkcyjny, aby zamówienie zostało zrealizowane. Weź pod uwagę zapas w magazynie i stan produkcji w toku.
| Pozycja w kartotece magazynowej | Zapas w magazynie w szt. | Produkcja w toku w szt. |
|---|---|---|
| Karta graficzna | 80 | 10 |
| Czynnik karty pamięci | 130 | 5 |
| Procesor | 35 | - |
| Akumulator | 35 | - |
Firma otrzymała zlecenie na 64 sztuke skuterów. W magazynie znajduje się 72 koła do skuterów. W celu zrealizowania zamówienia, firma powinna zamówić
Do elementów wewnętrznych, które wpływają na wysokość kosztów logistyki w firmie, należą
Podstawowy system komputerowy stosowany w prognozowaniu zapotrzebowania na materiały w procesie produkcji?
System zarządzania zapasami oparty na poziomie informacyjnym polega na składaniu zamówień, gdy wolny zapas osiąga wartość
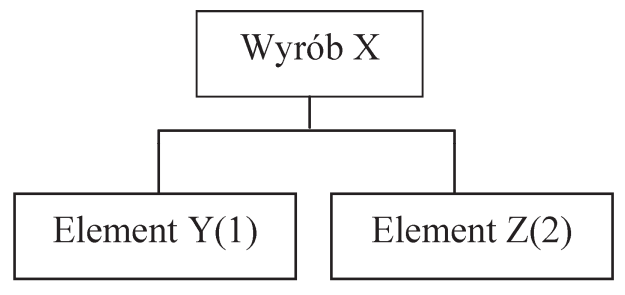
Zakład otrzymał zamówienie na 100 szt. wyrobu X. Jakie jest zapotrzebowanie na elementy montażowe Y i Z, jeżeli w magazynie znajduje się 20 szt. wyrobu gotowego X?
Etapy cyklu życia produktu to cztery następujące fazy:
Zintegrowane zarządzanie przepływem towarów obejmuje trzy kluczowe etapy - obszary funkcjonowania przedsiębiorstwa produkcyjnego?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
System MRP jest powiązany z planowaniem zapotrzebowania
Zorganizowanie 30 palet, każda zawierająca 100 kartonów, przy kosztach układania 0,20 zł za karton, kosztuje
Jeżeli czas dostawy wynosi 3 dni, zamówienie należy złożyć
| DNI | I | II | III | IV | V | VI | |
|---|---|---|---|---|---|---|---|
| Popyt (w szt.) | 2 | 3 | 3 | 2 | 4 | 2 | |
| Zapas (w szt.) | 14 | 12 | 9 | 6 | 4 | 15 | 13 |
| Planowane dostawy (w szt.) | 15 | ||||||
| Planowany termin zamówienia | |||||||
Trzy lata temu firma produkcyjna nabyła tokarkę o początkowej wartości 120 000,00 zł. Jaka jest obecna wartość tokarki, jeżeli roczna stopa amortyzacji wynosi 10%, a firma zastosowała liniową metodę amortyzacji?
Na podstawie tygodniowego planu sprzedaży wyrobów gotowych, zamieszczonego w tabeli, określ wielkość produkcji w tym okresie, jeżeli w magazynie znajduje się 200 szt. wyrobów gotowych, w tym zapas bezpieczeństwa wynoszący 50 szt.
| Dzień tygodnia | poniedziałek | wtorek | środa | czwartek | piątek | sobota |
|---|---|---|---|---|---|---|
| Plan sprzedaży, szt. | 300 | 150 | 230 | 120 | 250 | 100 |
Do zadań wspierających centrum dystrybucji należy
Główna zasada zarządzania zapasami to zapewnienie
Jaka liczba sztuk towaru znajduje się w dostawie, jeżeli początkowy stan magazynowy to 250 szt., sprzedano 350 szt., a wymagany końcowy stan to 60 szt.?
Jak obliczyć procent wykorzystania powierzchni składowej magazynu, który jest przystosowany do przechowywania 20 000 paletowych jednostek ładunkowych (pjł), gdy średnia liczba składowanych pjł wynosi 15 000?
Na podstawie danych zamieszczonych w tabeli ustal, który dostawca nie zrealizował dostawy w uzgodnionym terminie.
| Dostawca | Data otrzymania zamówienia | Uzgodniony termin realizacji dostawy | Data realizacji dostawy |
|---|---|---|---|
| A. | 01.06.2016 r. | 7 dni | 05.06.2016 r. |
| B. | 12.05.2016 r. | 5 dni | 16.05.2016 r. |
| C. | 24.06.2016 r. | 14 dni | 09.07.2016 r. |
| D. | 25.05.2016 r. | 8 dni | 31.05.2016 r. |
W trakcie dnia roboczego firma zajmująca się napełnianiem oleju rzepakowego do butelek o objętości 0,75 litra napełnia 12 500 sztuk butelek. Jaką ilość litrów oleju zapasu zabezpieczającego powinno mieć przedsiębiorstwo, aby zagwarantować ciągłość produkcji przez 5 dni roboczych?
Interakcja pomiędzy różnorodnymi segmentami linii produkcyjnej, opierająca się na kartach produktów, ich obiegu oraz analizie, określana jest jako system
W systemie kontroli ciągłej monitorowanie poziomu zapasów oraz podejmowanie odpowiednich decyzji odbywa się
Ile wynosi koszt przechowywania jednej paletowej jednostki ładunkowej (pjł) w ciągu tygodnia, jeśli przez magazyn w tygodniu przepływa 200 pjł, a roczne wydatki na magazynowanie sięgają 416 000,00 zł, przy założeniu, że w roku jest 52 tygodnie?
Jaką wartość ma zapas końcowy towaru w sieci dystrybucji, jeśli dostawa wynosiła 7 600 sztuk, zapas początkowy 2 200 sztuk, a klient odebrał 6 500 sztuk?
Który wariant odpowiada właściwej kolejności etapów planowania dystrybucji w metodzie DRP (ang. Distribution Requirements Planning)?
|
|
| A. | B. |
|
|
| C. | D. |
Wytwórca ponosi koszt w wysokości 30,00 zł przy produkcji jednego towaru i nalicza 20% zysk na podstawie kosztów wytwarzania. Jaka będzie cena jednostkowa sprzedaży tego produktu w hurtowni, która dodatkowo nakłada 25% marżę?
Firma wdraża zasady dostaw w systemie Just in Time, dążąc do
Korzystając z danych zawartych w tabeli, oblicz udział procentowy zapasu bieżącego w całkowitym zapasie zgromadzonym w magazynie.
| Kategoria zapasu | Liczba w sztukach |
|---|---|
| Zapas bieżący | 600 |
| Zapas rezerwowy | 50 |
| Zapas sezonowy | 200 |
| Zapas nieprawidłowy | 150 |
Jak często do centrum dystrybucji przybywają dostawy towaru A w ilości 5 000 sztuk, które są układane na paletach po 25 sztuk? Oblicz, ile ładunkowych jednostek paletowych (pjł) towaru A jest dostarczanych do centrum w skali roku?
Po zakończeniu powodzi w magazynie należy przeprowadzić inwentaryzację
Na początku miesiąca w magazynie stolarni znajdowało się 1 500 sztuk desek. W trakcie miesiąca zakupiono 9 000 sztuk desek. Produkcja w stolarni odbywa się przez 25 dni w miesiącu. Oblicz nadmiar zapasu desek w danym miesiącu, jeśli dzienne zapotrzebowanie produkcyjne wynosi 300 sztuk desek?
Podczas przeprowadzonej inwentaryzacji wykazano niedobór niezawiniony wynoszący 1 650 kg cukru, ewidencjonowanego po 2,00 zł/kg. Jaką wartość ma niedobór niezawiniony przekraczający normę ubytków naturalnych, jeśli limit ubytków wynosi 1% średniego rocznego obrotu magazynowego, który to obrót wynosi 300 000,00 zł?
W magazynie znajduje się 80 t bieżącego zapasu, 10 t zapasu zabezpieczającego, 3 t zapasu zbędnego i 7 t zapasu nadmiarowego. Jaki procent całkowitego zapasu zgromadzonego w magazynie stanowi zapas nierotujący?
Firma oferuje 2% zniżki dla stałych klientów. Stały klient kupił 45 szt. artykułów w cenie 240,00 zł/szt., a także 22 szt. artykułów po 180,00 zł/szt. Jaka będzie całkowita zniżka, jaką otrzyma stały klient, biorąc pod uwagę, że podane ceny są cenami przed udzieleniem rabatu?
Przedstawiona tabela zawiera opis karty
| Opis dokumentu przepływów produkcyjnych |
|---|
| Dokument przedstawiający przebieg procesu produkcji wyrobu gotowego. Zawiera on wszelkie informacje dotyczące ciągu operacji, które należy wykonać w odpowiedniej kolejności, aby z materiałów i półfabrykatów wytworzyć wyrób gotowy. Przebieg operacji produkcyjnych jest uzupełniony o czasy trwania poszczególnych etapów, zgodnie z marszrutą technologiczną. Dokument ten zawiera również informacje dotyczące materiałów i komponentów niezbędnych do wykonania wyrobu gotowego. |
Tabela zawiera ilościowo-wartościowe zestawienie potrzeb materiałowych brutto i netto do realizacji otrzymanego zamówienia. Ile minimum ramiaków powinno zamówić przedsiębiorstwo, zgodnie z przedstawionym zestawieniem, w celu realizacji zamówienia?
| Ilościowo-wartościowe zestawienie potrzeb materiałowych | |||||
|---|---|---|---|---|---|
| Wyszczególnienie | Zapotrzebowanie brutto | Zapas magazynowy [szt.] | Zapotrzebowanie netto | ||
| Liczba [szt.] | Wartość [zł] | Liczba [szt.] | Wartość [zł] | ||
| Drzwi (produkt) | 3 200 | 50 | 3 150 | ||
| Zawias | 9 450 | 20 790,00 | 10 000 | 0 | 0,00 |
| Zamek | 3 150 | 45 675,00 | 2 000 szt. | 1 150 | 16 675,00 |
| Skrzydło (półprodukt) | 3 150 | 1 100 szt. | 2 050 | ||
| Ramiak | 10 250 | 430 500,00 | 8 600 | 1 650 | 69 300,00 |
| Płyta otworowa | 2 050 | 77 900,00 | 3 500 | 0 | 0,00 |
| Płyta HDF | 4 100 | 270 600,00 | 4 000 | 100 | 6 600,00 |
Na dzień 1 maja stan magazynowy materiału X wynosił 250 kg, natomiast w ciągu miesiąca do magazynu dostarczono dodatkowe 500 kg materiału X. Od 1 czerwca rozpoczęto produkcję, w której potrzebne jest utrzymanie zapasu na poziomie 800 kg materiału X. W magazynie wystąpił