Pytanie 1
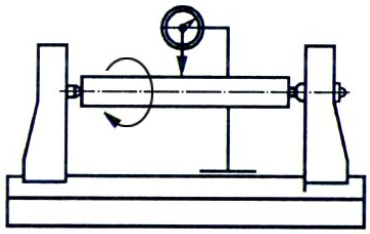
Przedstawione na rysunku oprzyrządowanie używane jest podczas

A. wiercenia.
B. szlifowania.
C. toczenia.
D. frezowania.
Odpowiedź 'toczenia' jest poprawna ze względu na charakterystykę oprzyrządowania przedstawionego na rysunku. W obrabiarkach do toczenia, uchwyty są kluczowym elementem, który umożliwia mocowanie przedmiotu obrabianego w taki sposób, aby mógł on obracać się wokół osi. Dzięki temu operator maszyny może precyzyjnie formować materiał, nadając mu zamierzony kształt. W praktyce, toczenie jest powszechnie stosowane w przemyśle do produkcji wałów, osi, czy elementów cylindrycznych. Warto zauważyć, że dobór odpowiedniego uchwytu jest kluczowy dla efektywności procesu obróbczo-wytwórczego. Standardy branżowe, takie jak ISO 9001, wskazują na konieczność zapewnienia wysokiej jakości narzędzi oraz ich właściwego dopasowania do specyfiki obrabianego materiału, co wpływa na wydajność i dokładność operacji skrawania. Zastosowanie właściwego oprzyrządowania w toczeniu przyczynia się do zmniejszenia odpadów materiałowych oraz poprawy jakości końcowego produktu.