Pytanie 1
Spośród przedstawionych kłosów zbóż, wybierz ten, w którym znajdują się ziarna wykorzystywane w produkcji piwa.
A. Kłos 1
B. Kłos 3
C. Kłos 4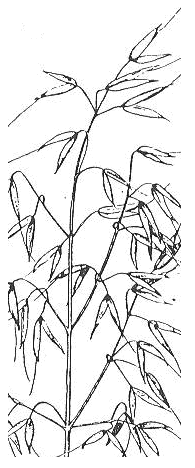
D. Kłos 2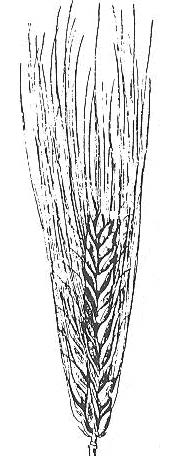
Na ilustracjach pokazano cztery różne zboża i łatwo się pomylić, jeśli patrzy się tylko „na oko”, bez kojarzenia tego z technologią piwa. W produkcji piwa podstawowym surowcem zbożowym jest jęczmień browarny, a jego kłos ma bardzo charakterystyczny wygląd: jest stosunkowo smukły, a z każdego ziarniaka wyrastają długie, cienkie ości tworzące jakby „pióropusz”. To właśnie przedstawia kłos 2. Pozostałe rośliny na rysunku pełnią w przemyśle spożywczym inne funkcje i ich wybór jako głównego zboża do piwa wynika zwykle z mylnego skojarzenia typu „zboże jak zboże, pewnie każde się nada”. Kłos 1 to pszenica – kłos jest gruby, bardziej zbity, z bardzo krótkimi lub prawie niewidocznymi ościami. Pszenicę rzeczywiście wykorzystuje się w piwowarstwie, ale jako surowiec dodatkowy (np. w piwach pszenicznych), zwykle w postaci słodu pszenicznego lub niesłodowanego ziarna, a nie jako podstawowy, klasyczny surowiec jak jęczmień. Typowym błędem jest utożsamianie „piwa pszenicznego” z tym, że wszystkie piwa robi się na pszenicy – w większości stylów bazą jest jednak słód jęczmienny. Kłos 3 to żyto – bardzo smukły kłos z długimi, sztywnymi ościami, ale o innej budowie niż jęczmień. Żyto ma inne właściwości technologiczne: duża lepkość zacieru, wysoka zawartość śluzów, przez co utrudnia filtrację. W piwowarstwie stosuje się je raczej niszowo (np. w niektórych piwach żytnich), ale nie jest standardowym, podstawowym surowcem słodowniczym. Ostatni rysunek przedstawia owies, który w ogóle nie tworzy typowego kłosa, tylko wiechę – ziarniaki zwisają na cienkich szypułkach. Owies bywa dodatkiem w niektórych stylach piwa (np. oatmeal stout), jednak jego udział jest ograniczony ze względu na skład białkowo‑tłuszczowy i wpływ na lepkość brzeczki. Z punktu widzenia dobrej praktyki technologicznej i zaleceń branżowych za podstawę zasypu piwnego przyjmuje się słód jęczmienny, właśnie z ziarna z kłosa 2. Rozpoznawanie tych kłosów nie jest więc tylko kwestią botaniki, ale też praktycznego rozumienia, które zboże najlepiej spełnia wymagania procesu słodowania i warzenia.