Pytanie 1
Która funkcja logiczna jest realizowana dla wyjścia Q1 przez zapisany w języku LD fragment programu?
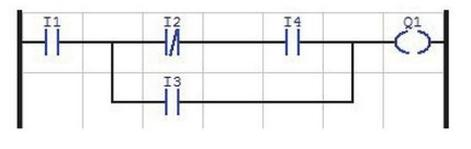
A. (I1 + I2 + I4) · I3
B. I1 · I2 · I4 + I1 · I3
C. I1 · I2 + I4 · I3
D. I1 · I3 + (I2 + I4)
Odpowiedź I1 · I2 · I4 + I1 · I3 jest prawidłowa, ponieważ odzwierciedla strukturalną logikę przedstawioną w schemacie drabinkowym. W pierwszej gałęzi, która wykorzystuje koniunkcję, I1 musi być aktywne razem z I2 i I4, co daje wyrażenie I1 · I2 · I4. Oznacza to, że wszystkie te sygnały muszą być obecne, aby uzyskać wynik logiczny w tej gałęzi. W drugiej gałęzi, I1 jest połączone z I3, co skutkuje wyrażeniem I1 · I3. Obie gałęzie są połączone równolegle, co oznacza, że wynik z dowolnej z nich aktywuje wyjście Q1. W praktycznych zastosowaniach takich jak automatyka przemysłowa, zrozumienie tych podstawowych funkcji logicznych jest kluczowe dla projektowania i analizy systemów sterowania. Wiedza ta pozwala projektować bardziej złożone układy, które mogą efektywnie reagować na różnorodne sygnały wejściowe, zgodnie z wymaganiami aplikacji przemysłowych.