Pytanie 1
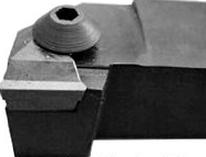
Jaką ilość wartości korekcyjnych ma nóż oprawkowy z radiusem zaokrąglenia r = 0,4 mm?
A. Dwie.
B. Trzy.
C. Jedną.
D. Cztery.
Wybierając odpowiedzi na temat wartości korekcyjnych, można się nieźle pogubić. Kluczowe jest, żeby wiedzieć, że to nie tylko promień zaokrąglenia ma znaczenie, ale też inne parametry, które wpływają na obróbkę. Często wybór jednej lub dwóch wartości wynika z tego, że nie do końca rozumie się, jak to wszystko działa – bo kąt natarcia czy grubość materiału to naprawdę ważne rzeczy. Z drugiej strony, cztery wartości mogą wydawać się przesadą, która nie ma sensu w typowej obróbce. Trzeba na to patrzeć całościowo i myśleć o tym, jak te wartości korekcyjne pasują do reszty parametrów procesu. Jak się to zrozumie, to dużo łatwiej będzie osiągnąć dobrą jakość i wydajność w produkcji.