Pytanie 1
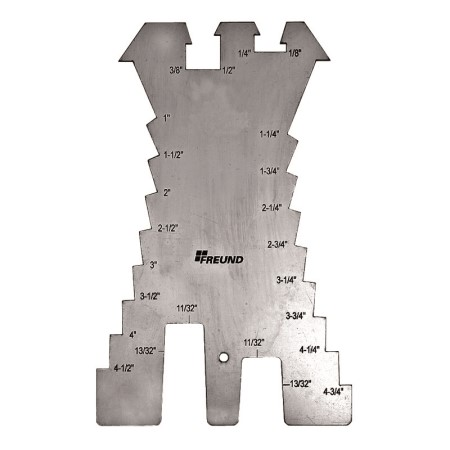
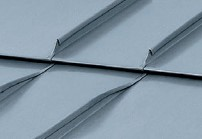
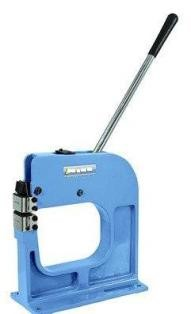
Na którym rysunku przedstawiono urządzenie do gięcia płaskowników?
A. Rysunek 1
B. Rysunek 2
C. Rysunek 3
D. Rysunek 4
Na rysunku 1 widoczna jest giętarka do płaskowników, czyli narzędzie specjalistyczne, które umożliwia precyzyjne gięcie metalu o płaskim przekroju. Tego typu urządzenie montuje się najczęściej do stołu warsztatowego lub na specjalnej podstawie, co zapewnia stabilność oraz możliwość pracy z większymi elementami. Moim zdaniem, sprzęt tego typu to absolutna podstawa w każdym dobrze wyposażonym warsztacie ślusarskim albo w zakładzie produkcyjnym, gdzie często wykonuje się elementy konstrukcyjne, wsporniki czy detale montażowe właśnie z płaskowników stalowych, aluminiowych itp. Ramię dźwigni umożliwia uzyskanie odpowiedniej siły bez dużego wysiłku, a cały proces można wykonać dość precyzyjnie, kontrolując promień i kąt gięcia. Ważne jest, żeby przed rozpoczęciem gięcia sprawdzić, czy płaskownik jest odpowiednio zamocowany, bo to wpływa nie tylko na bezpieczeństwo, ale też jakość końcowego efektu. Z mojego doświadczenia wynika, że takie giętarki są niezastąpione przy wykonywaniu balustrad, ram, wsporników czy nawet artystycznych ozdób z metalu. Standardy branżowe, np. PN-EN 10025 czy PN-EN 10279, jasno określają tolerancje wymiarowe i promienie gięcia, dlatego korzystanie z takiego narzędzia pozwala spełniać wymagania jakościowe. Warto pamiętać, że odpowiedni dobór narzędzia do rodzaju materiału i zakresu wymaganego gięcia to już połowa sukcesu.