Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 30/40 punktów (75,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką czynność powinien wykonać pracownik?
Rysunek przedstawia przykład powstawania korozji
Jaką metodą produkuje się wały korbowe ze stali?
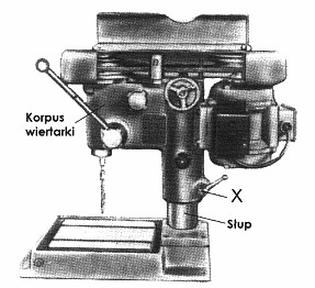
Część X zaznaczona na zdjęciu wiertarki stołowej WS 15 służy do
Ochrona słuchu jest kluczowym elementem zabezpieczenia osobistego
Która z wymienionych pomp jest pompą wirową?
Aby wykonać wały narażone na duże obciążenia, należy użyć stali
Jakie narzędzia są używane do pomiaru luzów oraz odchyleń w płaskości powierzchni?
Pokazane na rysunku urządzenie do regeneracji powierzchni to palnik

Informacje dotyczące procesu produkcji koła zębatego oraz oznaczeń stanowisk pracy znajdują się
Na podstawie tabeli oblicz koszt wyprodukowania jednej części na tokarce zakładając, że czas jej wykonania wynosi 10 min, a stawka za godzinę pracy tokarza 60zł.
| Wyszczególnienie kosztów | Kwota (zł) |
|---|---|
| Materiał do wykonania 10 części | 75,00 |
| Amortyzacja tokarki wyliczona na wykonanie 100 części | 250,00 |
| Zużycie energii w czasie 1 godz. pracy tokarza | 3,00 |
W trakcie użytkowania ostrzarni narzędziowej konieczne jest noszenie odzieży roboczej oraz okularów ochronnych?
Jakie urządzenia wykorzystuje się do pomiaru momentu obrotowego na wale maszyny?
Korpus obrabiarki, który jest odlewany, powinien być wykonany z materiału, który skutecznie tłumi drgania, jakiego rodzaju?
Proces obróbczy, w którym element obrabiany wykonuje ruch obrotowy, a narzędzie porusza się w kierunku posuwowym, to
Wykonywanie prac spawalniczych w sąsiedztwie materiałów łatwopalnych jest niedozwolone w odległości mniejszej niż
Na kołach zębatych obróbkami uzębienia nie zajmujemy się w procesie
Którą obrabiarkę skrawającą przedstawiono na rysunku?

Największy otwór, jaki można uzyskać przy użyciu wiertarki stołowej typu WS15 w stali to
Starzenie się, stanowi kluczową wadę smarów pochodzenia
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakich substancji nie stosuje się do czyszczenia elementów maszyn przeznaczonych do montażu?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W systemach hydraulicznych wykorzystuje się uszczelki
Przedstawiony na rysunku wał stanowi element układu

Czy podzielnica jest wykorzystywana do operacji przeprowadzanych na
W wale o wskaźniku wytrzymałości przekroju na skręcanie równym 50-10-6 m3, naprężenia styczne wynoszą 40 MPa. Jaką wartość ma moment skręcający wał?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiego rodzaju rękawice powinien nosić spawacz?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
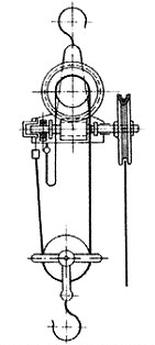
Urządzenie transportowe przedstawione na rysunku, to
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Urządzenie, które pozwala na podział obwodu koła na równe segmenty na obrabiarce, to
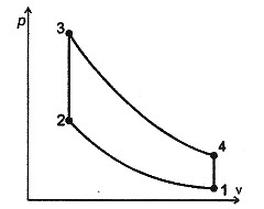
W obiegu teoretycznym Otto ciepło jest dostarczane do układu podczas przemiany
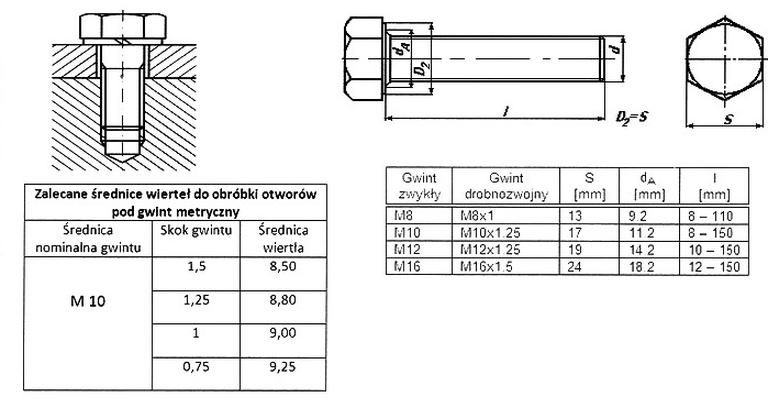
Korzystając z danych przedstawionych na rysunku i w tabelach, do wykonania połączenia gwintowego śrubą M10 x 1,25 o długości 50 mm należy użyć następujących narzędzi:
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
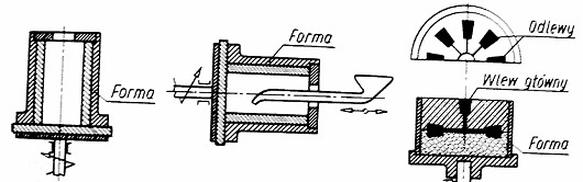
Na rysunkach przedstawiono proces odlewania
Która z wymienionych charakterystyk nie powinna być brana pod uwagę przy ocenie efektywności urządzenia?